
Abstract
Photocrosslinkable polymers and ultraviolet (UV)-curable resins are significant applications such as coatings, adhesives, photoresists and printing plates. Crosslinked polymers are insoluble and infusible; therefore, it is very difficult to remove crosslinked materials from substrates. Recently, much attention has been paid to the recovery or recycling of crosslinked polymers due to environmental regulations. To this end, photocrosslinkable polymers with degradable properties have been studied. Photocrosslinkable polymers and UV-curable resins with degradable properties are also realized as highly functionalized photopolymers. This article reviews our recent research on photocrosslinkable polymers with degradable properties. Multifunctional methacrylates and epoxides with degradable properties were prepared, and their UV-curing and degradation profiles were studied. Furthermore, polymers with crosslinkable units and degradable side chains were prepared and characterized in a similar manner. Some potential applications of these monomers and polymers were also described.
Similar content being viewed by others
Introduction
Recently, increasing attention has been paid to the recovery or recycling of polymeric materials due to environmental regulations. The recycling of thermosets, which are widely used as adhesives, printing plates and matrices for composite materials, is particularly challenging. The intractability of cured thermosets is based on their highly crosslinked networks. However, if the network bonds are cleaved through chemical reactions or physical treatments, thermosets become easy to recover or recycle. To this end, thermosets that are thermally or chemically degradable under a given condition have been reported.1, 2, 3, 4, 5, 6, 7, 8, 9 In addition, novel crosslinking–decrosslinking systems based on supramolecular architectures,10 topological gels11, 12 and dynamic covalent bonding have been studied.13, 14
Photo-curable and photocrosslinkable polymers are significant materials due to their wide use in industrial applications such as negative-type photoresists, solder masks, coatings, printing inks and adhesives.15 Ultraviolet (UV)-curable and photocrosslinkable polymers have been extensively studied. The majority of these polymers were designed to obtain excellent thermal and/or mechanical properties and enhanced chemical durability. UV-cured and photocrosslinked polymers are insoluble and infusible, which renders them difficult to thoroughly remove from composites without damaging the underlying materials. However, in some cases, there is a need to remove crosslinked or cured materials from substrates to allow for the repair or reuse of the substrates. This paper reviews our recent research on UV-curable and photocrosslinkable polymers with degradable properties that serve as novel functional materials.
Design concept
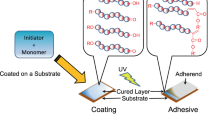
Photo-curable and photocrosslinkable polymers can be obtained via several pathways. Figure 1 shows three types of these systems (1)–(3). In system (1), multifunctional monomers bearing cleavable linkages are designed. UV curing is performed using a conventional photoinitiator. Methacrylate, acrylate and epoxy units serve as polymerizable units. Acetal, hemiacetal ester, carboxylate, carbonate and sulfonate units serve as cleavable units. The cleavable units incorporated into the monomers are easily decomposed in the presence of a strong acid at or above room temperature. A general formulation of a methacrylate-based photo-curing system includes a mixture of a multifunctional monomer, a photoinitiator and a photoacid generator (PAG). Generally, photo-curing is carried out with 365-nm light, and 254-nm light is utilized for photoinduced acid-catalyzed degradation of the cured polymers.

Design of photocrosslinkable resins with degradable properties.
In system (2), novel polymers or oligomers are designed to have both crosslinkable units, such as an epoxy, and thermally degradable units, such as tertiary esters, in the side chain. This type of polymer or oligomer was used together with a PAG. Upon irradiation, the photogenerated acid can induce the crosslinking reaction to form networks. The network is degraded upon baking, resulting in the formation of linear polymeric molecules and small molecules.
System (3) is a blend of a base polymer and a thermally degradable crosslinker. The crosslinker contains both reactive sites and cleavable units. Photocrosslinking occurs via photoinduced reactions between the reactive sites on the crosslinker and on the polymer side chains. Generally, a PAG is used to induce the photocrosslinking reaction. An example of this system is a blend of a thermally degradable crosslinker with epoxy units and a polymer or oligomer with reactive units, such as phenols, carboxylic acids or epoxies. Upon heating at relatively low temperatures, the crosslinking reaction occurs, whereas degradation of the crosslinked structure occurs upon heating at relatively high temperatures.
Multifunctional monomers with degradable properties
Methacrylates
Multifunctional methacrylate monomers containing degradable units were prepared, and their UV-curing and degradation properties were studied. Acetal, hemiacetal ester and tertiary ester degradable units were incorporated into the monomers. Methacrylate monomers (1–3) with acetal moieties were prepared from the reaction between the corresponding vinyl ethers and 2-hydroxyethly methacrylate.16 The monomers were purified using column chromatography. The monomer synthesis yields were 62–79 %, depending on the monomer structure. Hemiacetal ester linkage containing methacrylates (4–7) were also synthesized from the reaction between the corresponding vinyl ethers and methacrylic acid.17 Yields were 51–85 %, depending on the monomer structure. The methacrylate chemical structures are shown in Figure 2.

Multifunctional methacrylates with acetal or hemiacetal ester moieties as degradable units.
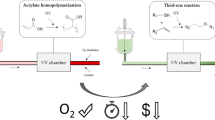
The UV-curing and degradation properties of the methacrylate monomers were studied in monomer films. Cured sample films (1–3 μm thick) containing 1 wt% 2,2-dimethoxy-2-phenylacetophenone (DMPA) and 1 wt% triphenylsulfonium triflate (TPST) were prepared on a silicon wafer via irradiation at 365 nm under a nitrogen atmosphere. No curing was observed as a result of irradiation in air because of inhibition by oxygen molecules. Upon irradiation at 365 nm, DMPA decomposed to initiate the radical polymerization of methacrylate units. However, TPST did not decompose because TPST does not absorb light at 365 nm. The UV-curing efficiency was measured by determining the insoluble fraction of the irradiated films, and the conversion of methacrylate units upon irradiation was measured using changes in the peak attributed to C=C bonds at approximately 1640 cm−1. The photoinduced insoluble fraction of methacrylate monomers was ∼100% at the exposure dose of 100–200 mJ cm−2, and methacrylate conversion was 60–80 %, depending on the monomer structures. For the series of methacrylate monomers containing acetal moieties, the relative UV-curing efficiency decreased in the order 1>2>3. Furthermore, the UV-curing efficiency of the hemiacetal ester-containing methacrylate monomers decreased in the order 7>5≈4>6. The same findings were observed with photo-DSC measurements. Monomers with a bulky core unit demonstrated reduced UV-curing efficiency.
The degradation properties of the UV-cured films were studied by measuring dissolution. Using the monomers 1–3, UV-cured films (1–3 μm thick) containing 1 wt% DMPA and 1 wt% TPST were prepared via irradiation at 365 nm (200 mJ cm−2) under N2. The UV-cured films were thermally stable up to 180 °C. The UV-cured films were exposed to 254-nm light (200 mJ cm−2) in air and then baked at various temperatures for 10 min. The dissolved film fractions in methanol when baked at 100 °C were 90%. The amounts of dissolved fractions were not dependent on monomer structure. The dissolution properties of UV-cured films obtained from 4–7 were similarly studied. The UV-cured films were stable up to 160 °C in the absence of strong acids. When the UV-cured films were exposed to 254-nm light at room temperature, the dissolved fractions for films of 4, 5, 6 and 7 were 60, 90, 10 and 40%, respectively. However, after baking at 80 °C, 100% dissolution was observed for all the cured films. Monomer 6 demonstrated poor degradability due to its hydrophobic core unit as the degradation reaction for hemiacetal ester units requires water from the atmosphere.
Multifunctional methacrylate monomers (8–11) bearing tertiary ester degradable units were also prepared.18, 19, 20 Structures of these monomers are shown in Figure 3. UV curing of the monomers was performed via conventional radical polymerization, and complete insolubilization was observed. The exposure energy required to induce complete insolubilization of the thin film was dependent on the monomer structure. It is well known that tertiary esters of carboxylic acids thermally decompose to generate carboxylic acid and olefin compounds, and this reaction is widely used for chemically amplified positive-type photoresists in large scale integration production.21 Although the ester decomposition temperatures (Td) were observed to be approximately 250 °C, the Td values decreased to 100–150 °C in the presence of strong acids. Decomposition of tertiary ester units at temperatures >180 °C induces the formation of acid anhydride units, which can cause crosslinking of the obtained linear polymers. Thus, acid-catalyzed decomposition of tertiary esters is preferable for solubilizing cured resins.

Multifunctional methacrylates with tertiary ester moieties as degradable units.
A mechanism for UV curing of 7 and the corresponding degradation of the cured resin is shown in Scheme 1. In this case, the cured sample (∼0.5 μm thick) was prepared by irradiation at 365 nm (200 mJ cm−2). The cured film was irradiated at 254 nm in air and subsequently baked at 80 °C. Cleavage of the hemiacetal ester units was confirmed using Fourier transform infrared spectroscopy. The peak at 1134 cm−1 due to -O-C-O- bonds disappeared when the sample was exposed to 254-nm light and subsequently baked. The peak due to the ester carbonyl (1727 cm−1) slightly shifted to 1704 cm−1, and the peak ascribed to hydroxyl groups (2800–3600 cm−1) appeared, which suggested the formation of carboxylic acid groups. Here, the water needed for hydrolysis of the hemiacetal ester units can be supplied from atmospheric moisture due to the thinness of the UV-cured film.
UV-curable resins based on thiol-ene and thiol-yne systems have been widely studied.22 In general, these systems include a photoradical generator, multifunctional thiol compounds, and compounds containing C-C double or triple bonds. The thiol-ene and thiol-yne systems have several advantages, including low curing shrinkage and reduced oxygen inhibition in curing compared with conventional UV-curing systems based on multifunctional acrylates. A film made from a mixture of 8 (R=CH3, n=1), pentaerythritol tetrakis(3-mercaptobutylate), DMAP and di(tert-butylphenyl)iodonium triflate provided a UV-curable material with degradable properties. The cured film obtained by irradiation at 365 nm became soluble in tetrahydrofuran after irradiation at 254 nm and subsequent baking at 110 °C.23
Epoxides
Multifunctional epoxides (12–18) bearing tertiary esters as degradable units were prepared.24, 25, 26, 27 Epoxide structures are shown in Figure 4. The novel epoxy with tertiary ester moieties was prepared from the esterification of α-terpineol with acid chlorides and subsequent epoxidation of the olefinic double bonds using Oxone, a monopersulfate compound (2KHSO5/KHSO4/K2SO4). Although the epoxides were not cured via UV irradiation in the presence of a PAG such as TPST, a mixture of these epoxides, poly(vinyl phenol) (PVP) and a PAG could be used as a degradable UV-curable resin. Sample films prepared from a mixture of PVP, epoxide and a PAG (9-fluorenilideneimino p-toluenesulfonate) became insoluble in organic solvents following UV irradiation in air and subsequent baking at relatively low temperatures (60–120 °C). The UV-curing efficiency, as determined by photoinduced insolubilization, was high and decreased in the order 17>16>15>14. The exposure dose required for 100% insolubilization of thin films (∼0.5 μm) was 100–200 mJ cm−2, depending on the epoxide structures. The UV-cured film became soluble in methanol on baking at 140–160 °C. The degradability of the cured films was determined by dissolution in methanol and was found to decrease in the order 14>15>16>17. Thus, there was a trade-off between curing efficiency and degradability.

Multifunctional epoxides with degradable properties.
Polymers
As shown in Figure 5, the polymers (19–22) containing both crosslinkable units, such as epoxies or oxetanes, and thermally degradable units, such as tertiary esters of carboxylic acid, sulfonic acid esters and carbonate esters, in their side chains were prepared.28, 29, 30, 31, 32, 33 Polymers 19–22 were synthesized using conventional radical copolymerization of the corresponding vinyl monomers. Photocrosslinking of the polymers was studied in combination with a PAG. Sample films (∼1 μm thick) containing a PAG were exposed to UV light, and the resulting insoluble fraction was measured. Crosslinking occurred by the photochemically generated acid-catalyzed ring-opening reactions of epoxy and oxetane units. Generally, a postexposure bake treatment at 40–80 °C was required for acceleration of the crosslinking reactions. If the crosslinked polymer films were baked at 100–130 °C, degradation of the tertiary ester units occurred and the films became soluble. The crosslinked polymer films of 19, 20 and 22 became soluble in water after degradation because the degradation products consisted of a copolymer of methacrylic acid and styrenesulfonic acid and low-molecular-weight compounds. The polymer obtained by the degradation of the crosslinked film of 21 was poly(vinyl phenol), which was soluble in aqueous alkaline solutions.

Photocrosslinkable polymers with degradable properties.
Oligomer 23 (Mn∼3000) was obtained by the polyaddition of corresponding dicarboxylic acid with divinyl ether.34 The oligomer had two types of degradable units, a hemiacetal ester unit in the main chain and tertiary ester units in the side chains. Oligomer 23 had methacrylates in the side chains as radically polymerizable units. A thin film of 23 with DMPA and a PAG (TPST) was photocrosslinked via irradiation at 365 nm under N2 atmosphere. The crosslinked film became soluble in acetone after irradiation at 254-nm light and subsequent baking at 100–120 °C. Decomposed products were poly(methacrylic acid) and low-molecular-weight compounds.
Applications
The mechanical and thermal properties of UV-cured materials are strongly affected by network structure. Although it is significant to obtain the kinetic chain length of cured materials obtained from photochemical polymerization of multifunctional monomers, analysis of cured materials is not easy because the cured materials are insoluble and infusible. Some methods, such as solid state 13C NMR,35, 36 viscoelastic property assessment,37, 38 pyrolysis in combination with GC-MS39, 40 and simulations41 of polymerization kinetics, have been studied to obtain information on the network structure of cured resins.
The degradable multifunctional methacrylates were utilized to obtain the kinetic chain length of their UV-curing reaction.17, 42 The chain length was obtained by measuring the molecular weight of the linear polymer generated by the decomposition of the UV-cured resins. Thin films of multifunctional methacrylates with a photoradical initiator and a PAG were radically photopolymerized with a conventional method using 365-nm light. Then, the cured films were exposed to 254-nm light to induce acid-catalyzed decomposition. The decomposition products were low-molecular-weight compounds and poly(methacrylic acid). The poly(methacrylic acid) was treated with diazomethane to obtain poly(methyl methacrylate), which was subjected to gel permeation chromatography analysis. In this way, the effects of photoinitiator concentration and strength of the exposed 365-nm light on the kinetic chain length for monomer 7 were studied.
In this experiment, thin films consisting of 7, DMPA and di(4-tert-butylphenyl)iodonium triflate were used. UV curing was carried out at 365 nm under a N2 atmosphere, and the conversions of 7 were 75–81 %. The number-average molecular weight (Mn=37 000, Mw/Mn=2.5) of the PMMA obtained by exposing the cured resins to higher intensity light (5.5 mW cm−2) was lower than that obtained by curing with lower light intensity (0.5 mW cm−2) (Mn=43 000, Mw/Mn=2.9). When the concentration of the photoradical initiator DMPA was increased from 0.5 wt% to 1.5 wt%, the Mn decreased from 46 000 to 26 000. This result corresponded with simulations of kinetic chain lengths of conventional UV-curing systems.41 When the concentration of DMPA was 2.5 wt%, PMMA with higher and lower molecular weights co-existed, showing a larger polydispersity index (Mw/Mn=6.8). The addition of mono-functional methacrylates to 7 increased the Mn value of PMMA obtained from the UV-cured resin. This finding suggested that efficient diffusion of monomers in the curing system decreased the probability of termination reactions.
Nanoimprint lithography is a cost-effective high-resolution patterning technology that does not require expensive optical elements, and it has therefore emerged as a promising technology for device manufacturing.43, 44 In particular, UV-nanoimprint lithography (UV-NIL) does not require heating and cooling steps and is generally operated at lower pressures. The UV-NIL process is as follows: (1) UV-curable resins are placed on substrate, such as a Si wafer, and a finely patterned quartz mold is placed on the resin. (2) The mold is pressed at ∼1 MPa and irradiated at 365 nm under reduced pressure. (3) The quartz mold is removed to obtain UV-nanoimprinted patterns of the cured resin on the Si wafer. This process has rapid cycle times and allows for the selection of a number of UV-curable monomers with varied functional groups. Acrylates and methacrylates are widely used in UV-NIL due to their commercial availability, low viscosity and rapid polymerization rates via radical propagation. Epoxides and vinyl ethers are also used. One of the problems in UV-NIL is the fouling of the quartz mold by the cured resins. It is difficult to remove the cured resins that remain on the quartz mold. In the current study, the degradable UV-curable resins that remained in the quartz mold were successfully de-crosslinked and dissolved by washing with organic solvents. Thus, the degradable resin is an attractive option for use in UV-NIL.
Monomers 4–7 were utilized in UV-NIL. Patterns with line widths from 200 nm to 100 μm were prepared. Due to the monomer viscosities, the nanoimprint pressure used in this study was 0.8–1.0 MPa. This pressure is relatively high for a UV-based nanoimprint. To address this potential issue, the monomers shown here can be used in combination with low-viscosity mono-functional monomers. UV-curable resins for UV-NIL need to demonstrate low shrinkage during the curing reactions. The monomer shrinkages were 1–3% with monomer conversions of 60–70% and decreased in the order 5>4>6≈7. The height shrinkage of the UV-nanoimprinted patterns was defined as 100 × (h1−h2)/h1, where h1 is the depth of the mold line patterns and h2 is the height of the nanoimprinted line patterns. It is known that the acrylic monomers with high acrylic equivalent values demonstrate low shrinkage during polymerization. The acrylic equivalent values of the monomers were 185–270 and decreased in the order 7≈6>4>5.45
A replica mold is sometimes used in the UV-NIL process to prevent the loss of the original mold by serious damage. Replica molds are typically made of organic resins. The degradable UV-curable resins are convenient for precise fabrication of replica molds according to the process shown in Figure 6.

Schematic representation of the preparation of the replica mold for UV nanoimprintation.
The degradable UV-curable resin with a photoradical initiator and a PAG was applied to the quartz plate and put into the original quartz mold. The quartz mold was pressed and irradiated at 365 nm to cure the degradable resin. After releasing the quartz mold, the template mold made of degradable resin was obtained on a quartz plate. Using the template mold, UV-NIL was performed for conventional UV-curable resins. The template mold was dissolved away by irradiation at 254 nm to obtain the replicated resin mold. In this process, the degradability of the UV-curable monomers is essential because it is otherwise impossible to separate the template mold and the replicated resin mold.
Figure 7 shows micrographs of (a) the quartz mold (line width=20 μm and aspect ratio=1/20), (b) the template mold made by 7 on a quartz plate, (c) the replica mold and (d) the imprinted patterns obtained using the replica mold. The replica mold was obtained from a mixture of pentaerythritol triacrylate and dipentaerythritol hexaacrylate (molar ratio=2:3). UV-NIL using the replica mold gave good imprinted images. The shrinkages of the line height of the template and replica molds were ∼1 and ∼3%, respectively, compared with the original quartz mold.46, 47

Microscope photographs of (a) quartz mold, (b) template mold, (c) replica mold and (d) UV-imprinted patterns from the replica mold. A full color version of this figure is available at Polymer Journal online.
Conclusions
Several types of photocrosslinkable polymers and UV-curable multifunctional monomers with degradable properties were designed and prepared. It was shown that these polymers and monomers were highly photocrosslinkable and UV curable. The thin films of the crosslinked and cured polymers were degraded to allow for dissolution in solvents. Thus, these polymers and monomers are environment-friendly materials and novel photopolymers that can be utilized in applications, such as negative-type photoresists, adhesives, inks and coatings, and then removed after use. The polymers with both crosslinkable and degradable properties are new materials that differ from conventional network polymers.

Mechanism of UV curing and degradation of monomer 7.
References
Tesero, G. C. & Sastri, V. Reversible crosslinking in epoxy resins. I. Feasibility studies. J. Appl. Polym. Sci. 39, 1425–1437 (1990).
Buchwalter, S. L. & Kosber, L. L. Cleavable epoxy resins: design for disassembly of a thermoset. J. Polym. Sci. A Polym. Chem. 34, 249–260 (1996).
Yang, S., Chen, J.-S., Korner, H., Breiner, T. & Ober, C. K. Reworkable epoxides: thermosets with thermally cleavable groups for controlled network breakdown. Chem. Mater. 10, 1475–1482 (1998).
Hitomi, M., Sanda, F. & Endo, T. First observation of the cationic polymerization of a bicycle ortho ester. J. Polym. Sci. A Polym. Chem. 36, 2823–2825 (1998).
Wang, L., Li, H. & Wong, C. P. Synthesis and characterization of thermally reworkable epoxy resins II. J. Polym. Sci. A Polym. Chem. 38, 3771–3782 (2000).
Chen, J. S., Ober, C. K. & Poliks, M. D. Characterization of thermally re-workable thermosets: materials for environmentally friendly processing and reuse. Polymer 43, 131–139 (2002).
Malik, J. & Clarson, S. J. Computational study of thermally controlled polymer network disassembly vis the incorporation of sterically hindered urea linkages. Polymer 43, 2561–2567 (2002).
Mihashi, A., Tamura, H., Sato, E. & Matsumoto, A. Synthesis of degradable network polymers containing peroxy units in the main. Prog. Org. Coatings 68, 42–47 (2010).
Khosravi, E. & Musa, O. M. Thermally degradable thermosetting materials. Eur. Polym. J. 47, 465–473 (2011).
Yamaguchi, H., Kobayashi, R., Takashima, Y., Hashidzume, A. & Harada, A. Self-assembly of gels through molecular recognition of cyclodextrins: shape selectivity for linear and cyclic guest molecules. Macromolecules 44, 2395–2399 (2011).
Bitoh, Y., Akuzawa, N., Urayama, K., Takigawa, T., Kidowaki, M. & Ito, K. Polyrotaxane gels with movable cross-links revealed by multiaxial stretching. Macromolecules 44, 8661–8667 (2011).
Ito, K. Novel entropic elasticity of polymeric materials:why is slide-ring gel so soft? Polym. J. 44, 38–41 (2012).
Amamoto, Y., Kikuchi, M., Masunaga, H., Sasaki, S., Otsuka, H. & Takahara, A. Reorganizable chemical polymer gels based on dynamic covalent exchange and controlled monomer insertion. Macromolecules 42, 8733–8738 (2009).
Oya, N., Saitoh, S., Furuhashi, Y. & Yoshie, N. Mechanical property tuning of semicrystalline network polymers by controlling rates of crystallization and crosslinking. J. Polym. Sci. A Polym. Chem. 50, 1926–1932 (2012).
Jean-Pierre Fouassier, J. P. & Lalevee, J. Photoinitiators for Polymer Synthesis, (WileyVCHn Verlag & CoKGaA, Weinheim, Germany, 2012).
Shirai, M., Mitsukura, K., Okamura, H. & Tsunooka, M. Multi-functional mehtacrylates bearing thermal degradation properties- Synthesis, photo- and thermal curing and thermolysis. J. Photopolym. Sci. Technol. 18, 199–202 (2005).
Shirai, M., Mitsukura, K. & Okamura, H. Chain propagation in UV curing of di(meth)acrylates. Chem. Mater. 20, 1971–1976 (2008).
Ogino, K., Chen, J. S. & Ober, C. Synthesis and characterization of thermally degradable polymer networks. Chem. Mater. 10, 3833–3838 (1998).
Okamura, H., Terakawa, T. & Shrai, M. Photo- and thermal curing of trifunctional methacrylate with degradable property. Res. Chem. Intermed. 35, 865–878 (2009).
Matsukawa, D., Okamura, H. & Shirai, M. Novel reworkable resins: thermo- and photo-curable di(meth)acrylates. Polym. Int. 59, 263–268 (2010).
Ito, H. Chemical amplification resists for microlithography. Adv. Polym. Sci. 172, 37–245 (2005).
Hoyle, C. E., Lee, T. Y. & Roper, T. Thiol-enes: chemistry of the past with promise for the future. J. Polym. Sci. A Polym. Chem. 42, 5301–5338 (2004).
Okamura, H. & Shirai, M. Reworkable resin using thiol-ene system. J. Photopolym. Sci. Technol. 24, 561–564 (2011).
Okamura, H., Toda, S., Tsunooka, M. & Shirai, M. Photocrosslinking system based on a poly(vinyl phenol)/thermally degradable diepoxy crosslinker blend. J. Polym. Sci. A Polym. Chem. 40, 3055–3062 (2002).
Okamura, H., Shin, K., Tsunooka, M. & Shirai, M. Photocrosslinking systems using multifunctional epoxy crosslinkers having thermally degradable properties. J. Polym. Sci. A Polym. Chem. 42, 3685–3696 (2004).
Okamura, H., Shin, K. & Shirai, M Photocrosslinking systems using highly-functionalized epoxy crosslinkers having degradable property. Polym. J. 38, 1237–1244 (2006).
Okamura, H. & Shirai, M. Novel photo-cross-linkable dendrimers having thermal de-cross-linking properties. Polymer 51, 5087–5094 (2010).
Shirai, M., Morishita, S., Okamura, H. & Tsunooka, M. Photo-cross-linkable polymers with thermally degradable property. Chem. Mater. 14, 334–340 (2002).
Shirai, M., Kawaue, A., Okamura, H. & Tsunooka, M. Photocrosslinkable polymers with redissolution property. Chem. Lett. 9, 940–941 (2002).
Shirai, M., Kawaue, A., Okamura, H. & Tsunooka, M. Photo-cross-linkable polymers having degradable properties on heating. Chem. Mater. 15, 4075–4081 (2003).
Shirai, M., Kawaue, A., Okamura, H & Tsunooka, M. Synthesis of novel photo-cross-linkable polymers with redissolution property. Polymer 45, 7519–7527 (2004).
Okamura, H., Tajima, Y. & Shirai, M. Synthesis of photocrosslinkable polymers having pendant oxetane groups and their dissolution in water by thermolysis. J. Photopolym. Sci. Technol. 18, 715–718 (2005).
Okamura, H., Yamauchi, E. & Shirai, M. Photo-cross-linking and de-cross-linking of modified polystyrenes having degradable linkages. React. Func. Polym. 71, 480–488 (2011).
Matsukawa, D., Mukai, T., Okamura, H. & Shirai, M. Photocurable oligo(hemiacetal ester)s having methacrylate side chains. Eur. Polym. J. 45, 2087–2095 (2009).
Zhang, X. & Solomon, D. H. Chemistry of novolac/furfuryl alcohol resin cured with hexamethylenetetramine: a solid-state NMR study. Chem. Mater. 10, 1833–1840 (1998).
Zhang, X., Golding, J. & Burgar, I. Thermal decomposition chemistry of starch studied by 13C high-resolution solid-state NMR spectroscopy. Polymer 43, 5791–5796 (2002).
Tcherbi-Narteh, A., Hosur, M., Triggs, E., Owuor, P. & Jelaani, S. Viscoelastic and thermal properties of full and partly cured DGEBA epoxy resin composites modified with montmorillonite nanoclay exposed to UV radiation. Polym. Degrad. Stabil. 101, 81–91 (2014).
Zhou, Z. W., Yu, M. M., Bai, R. C., Li, A. J., Sun, J. L. & Ren, M. S. Thermal analysis of a novel tetrafunctional epoxy resin cured with anhydride. Polym. Polym. Composites 22, 45–49 (2014).
Tsuge, S. & Ohtani, H. Structural characterization of polymeric materials by pyrolysis-GC/MS. Polym. Degrad. Stabil. 58, 109–130 (1997).
Hosaka, A., Watanabe, C., Teramae, N. & Ohtani, H. Development of a new micro reaction sampler for pyrolysis-GC/MS systems facilitating on-line analytical chemolysis of intractable condensation polymers. J. Anal. Appl. Pyrolysis 106, 160–163 (2014).
Andrzejewska, E. Photopolymerization kinetics of multifunctional monomers. Prog. Polym. Sci. 26, 605–665 (2001).
Matsukawa, D., Okamura, H. & Shirai, M. Analysis of chain propagation in UV curing using reworkable resin. J. Photopolym. Sci. Technol. 23, 125–128 (2010).
Chou, S. Y., Krauss, P. R. & Renstrom, P. J. Imprint of sub-25 nm visa and trenches in polymers. Appl. Phys. Lett. 67, 3114–3116 (1995).
Gates, B. D., Xu, Q., Stewart, M., Ryan, D., Willson, C. G. & Whitesides, G. M. New Approaches to nanofablication: molding printing, and other techniques. Chem. Rev. 105, 1171–1196 (2005).
Matsukawa, D., Okamura, H. & Shirai, M. Reworkable dimethacrylates with low shrinkage and their application to UV nanoimprint lithography. J. Mater. Chem. 21, 10407–10414 (2011).
Matsukawa, D., Wakayama, H., Mitsukura, K., Okamura, H., Hirai, Y. & Shirai, M. A UV curable resin with reworkable properties: application to imprint lithography. J. Mater. Chem. 19, 4085–4087 (2009).
Matsukawa, D., Okamura, H. & Shirai, M. Preparation of replicated resin mold for UV nanoimprint using reworkable dimethacrylate. J. Photopolym. Sci. Technol. 23, 781–787 (2010).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Shirai, M. Photocrosslinkable polymers with degradable properties. Polym J 46, 859–865 (2014). https://doi.org/10.1038/pj.2014.79
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1038/pj.2014.79
This article is cited by
-
Recent progress in photoreactive crosslinkers in polymer network materials toward advanced photocontrollability
Polymer Journal (2024)
-
Role of dipyridyl disulfide cross-linking moieties in an acrylate photo-adhesive material
Journal of Polymer Research (2022)
-
Influence of UV Polymerization Curing Conditions on Performance of Acrylic Pressure Sensitive Adhesives
Macromolecular Research (2021)
-
Synthesis and properties of degradable gels and porous polymers including acetal group in the network structure by addition reaction of multi-functional phenols and divinyl ether compounds
Polymer Bulletin (2020)
