
Abstract
To determine the origin of the reaction rate acceleration in the synthesis of poly(butylene succinate) (PBS) upon microwave irradiation, we herein investigated the effect of the microwave-assisted activation of the reactants, viz. the monomers 1,4-butanediol (BD) and succinic acid (SA), and of the water produced as a by-product during the reaction. The rate of removal of the water by-product from the reaction solution was precisely measured under equivalent reaction conditions (i.e., time and temperature) using both microwave and conventional heating methods. Microwave heating selectively activated and removed the water from the reaction solution more rapidly and to a greater extent than oil bath heating. Measurement of the temperature-dependent dielectric properties of the reactants revealed that the dielectric loss factor (εʹʹ) of BD increased with increasing temperature, peaking at 80 °C. In contrast, the εʹʹ of the mixture of BD and SA was significantly lower than that of BD alone from 70–140 °C. These results indicate that the principal effect of microwave irradiation in the synthesis of PBS was the accelerated removal of the water by-product.
Similar content being viewed by others

Introduction
Microwave technology is a versatile, powerful, and widely used tool in organic synthesis, with microwave heating having been demonstrated to dramatically reduce processing times, often leading to higher purities and better product yields compared to conventional heating methods [1,2,3,4]. For example, in the area of polymer synthesis, microwave heating can result in acceleration of the polymerization rate, increased polymer yields, and improvements in the molecular weight and polymer structure in various reactions, including polyaddition, polycondensation, ring-opening polymerization, and metal-catalyzed polymerization [5,6,7,8].
These beneficial effects of microwave technology can be attributed to the different heating mode employed compared with that of conventional heating. More specifically, microwaves generate heat through direct interactions between electromagnetic waves and polar molecules [9], while conventional heating involves the indirect transport of thermal energy from the heat source to the materials through conduction and convection. However, despite these clear differences in the heating modes between microwave and conventional systems, the physical and chemical origins of the above described effects of microwave heating remain poorly understood and often vary between individual reaction systems and conditions.
We previously reported that the use of microwave irradiation under reduced pressure significantly accelerates the polycondensation of lactic acid [10] and dicarboxylic acid-diol systems [11, 12] to yield the desired polyesters in 10-fold shorter reaction times than those under conventional heating conditions. As polyester is directly formed by the successive step-wise esterification of hydroxycarboxylic acid or by esterification between a dicarboxylic acid and a diol, direct polycondensation is accelerated by the removal of the water or alcohol by-product formed the during esterification process. In general, high temperatures and reduced pressures are necessary to remove the water by-product; thus, during microwave-assisted polycondensation, the promotion of by-product removal is expected to account for the microwave-induced reaction rate acceleration, as the starting monomers and resulting by-products absorb microwave energy to a greater extent than the desired polymer [13]. Based on these observations, we believe that it is necessary to examine the activation process for the removal of the water formed during esterification. In addition, monomer activation by microwave irradiation is also of interest in the context of the microwave absorption properties.
Thus, we herein report the precise measurement of the removal rate of water during the synthesis of poly(butylene succinate) (PBS, Scheme 1) under both microwave irradiation and conventional heating to confirm the principal effect of microwave heating on the reaction. In addition, the dielectric properties of the reaction mixture are determined between 20 and 140 °C for 1,4-butanediol (BD) alone and for the BD/succinic acid (SA) mixture, and the results are discussed in the context of the volume of removed water.

Polycondensation reaction between succinic acid and 1,4-butanediol
Experimental procedure
Materials
BD (≥98%) and SA (≥99.5%) were purchased from Wako Pure Chemical Industries Ltd. (Japan) and used as received.
Measurement of the volume of removed water
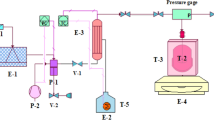
Figure 1 shows the apparatus employed for quantitatively measuring the water removed during the polycondensation reaction. This apparatus consisted of four components, namely, a tubular reaction vessel, a glass tube heated to 125 °C using heating tape, a Liebig condenser, and a graduated cylinder. The heated glass tube was employed to separate the gaseous water (i.e., steam) formed during the polycondensation reaction from any vaporized BD. For both microwave and conventional heating, a multi-mode microwave heating apparatus was employed to eliminate any experimental error caused by environmental cooling.

Schematic representation of the experimental setup employed to measure the removed water
In a typical experiment, BD (0.33 mol) and SA (0.33 mol) were added to the tubular reaction vessel. For the conventionally heated polycondensation process, this reaction vessel was immersed in an oil bath equipped with a digital temperature controller and preheated to 220 °C. The temperature of the reaction mixture was measured using a fiber optic temperature thermometer system composed of an AMOTH FL-2000 fiber optic thermometer and an FS-100 fiber probe (Anritsu Meter Co., Ltd., Japan). The end of this fiber probe was covered with a PTFE tube and placed directly in the reaction mixture. Temperature data were collected at intervals of 1 point per second using a personal computer (PC) equipped with LabView data-collecting software (National Instruments Co., USA). The reaction mixture was agitated using an overhead stirrer (for details regarding the conditions employed, please see the following procedures), and the volume of water evolved was measured using a 10-mL graduated cylinder (accuracy: ±0.20 mL).
For the microwave-assisted polycondensation process, the tubular reaction vessel was placed in a multi-mode microwave reactor (μ-Reactor model SMW-087, 2.45 GHz, maximum power output: 770 W, Shikoku Instrumentation Co., Ltd., Japan). Microwave irradiation was then performed following a pre-defined temperature ramp and setpoint, which was controlled using pre-installed temperature control programs. The temperature profiles employed were identical to those recorded during the conventional heating experiment and were programmed into a proportional-integral-derivative (PID) temperature controller connected to the microwave reactor. All other experimental parameters and features, such as the measurement of the temperature and data collection, were as described for the conventional heating reaction.
Measurement of the reaction system dielectric properties
The dielectric properties of the reaction mixture were measured via a coaxial probe method using an open-ended coaxial probe, as described elsewhere [13]. The measurement system consisted of a custom-built separable flask, a high-temperature dielectric probe (85070E, Agilent Technologies, Japan) operating between −40 and 200 °C, and a vector network analyzer (8720ES, Agilent Technologies, Japan) operating between 0.2 and 20 GHz. A PCMCIA-GPIB interface (National Instruments, Japan) was employed to connect the vector network analyzer to a PC equipped with data-collecting software (85070, Agilent Technologies, Japan) capable of calculating the complex dielectric properties using the reflected signals (S11) from the vector network analyzer. The flask was heated from the bottom and stirred using a stirring hotplate. Measurements were carried out at various temperature intervals after stabilization for 1 min.
The system was calibrated prior to each measurement to compensate for small variations in the cable position, the connections, the ambient temperature, and other factors capable of affecting the system performance. The testing probe was calibrated using a short circuit (a gold-plated precision shorting block included in the 85070E probe kit), an open circuit (air), and a known load (deionized water, G18.2 MΩ, Milli-Q, Millipore, at 25 °C).
Average molecular weight
The average molecular weight and the molecular weight distribution of the obtained polymers were measured using a REFLEX III matrix-assisted laser desorption/ionization time-of-flight mass spectrometer (MALDI-TOF MS, Bruker Corp., Germany) equipped with a N2 laser (λ = 337 nm) and a dithranol matrix (Bruker Corp., Germany). For the MALDI-TOF MS spectra, see the Supplementary Information.
Nuclear magnetic resonance (NMR) measurements
1H NMR measurements were carried out using a Bruker AVANCE 400 spectrometer (Bruker Corp., Germany) to identify the contaminants present in the evolved water. Deuterium oxide (D2O) and sodium 2,2-dimethyl-2-silapentane-5-sulfonate were employed as the solvent and the internal standard, respectively. For the calculation details, see the Supplementary Information.
Results and discussion
Volumetric measurement of the evolved water
To precisely evaluate the rate of water removal from the system during the polycondensation reaction, we employed the experimental setup depicted in Fig. 1 to measure the volume of water formed under both the microwave irradiation and conventional heating conditions.
Under the conventional heating conditions, the input-output relationship between the temperature controller and the resulting reaction temperature is generally slow, while under microwave irradiation, it is known to be extremely fast [14]. In addition, under microwave heating, the controllability of the reaction temperature is also superior to that under conventional heating. Based on these observations, the polymerization reaction was heated as follows. Initially, a temperature profile was collected under conventional heating, after which a suitable number of set points for controlling the temperature were entered into a PID device within a microwave power controller to reproduce the temperature profile that was followed during conventional heating. It was thereby possible to employ the same temperature profile for heating under microwave irradiation.
The obtained temperature–time profiles and measured volumes of removed water are shown in Fig. 2. Under conventional heating, the temperature data were recorded immediately after immersing the flask in an oil bath preheated to 220 °C to obtain the full thermal history of the system. As indicated in Table 1, this oil bath temperature corresponded to a reaction mixture temperature of 178 °C, and so this reaction temperature was also employed under microwave heating.

Temperature profiles and volumes of removed water as a function of heating time. Temperature: thin line = oil bath heating, thick line = microwave heating; volume of removed water: open circles = oil bath heating, closed circles = microwave heating. The point where heating was begun was normalized as 0 min. a–c Temperature controlled by oil bath heating at (a) 220, (b) 200, and (c) 180 °C using the same time-temperature profiles as those employed during microwave heating. d Temperature controlled by oil bath heating at 220 °C and with the PID control of microwave heating initially set at 178 °C
Although the same temperature profile was employed for the two reaction systems, both the time elapsed before the first drop of water was obtained and the total volume of water removed differed between the systems, as shown in Fig. 2. More specifically, upon preheating the oil bath to 220 °C, the first drop of water was observed at 17 min, whereas under the microwave conditions, the first drop of water was observed at 14 min (a 3 min difference, Fig. 2a). This time difference between the two reaction systems was more significant at lower oil bath temperatures. For example, when the oil bath was preheated to 200 °C (reaction temperature of 164 °C), the first drop of water was observed at 21 min, while for the microwave system, the first drop of water was observed at 10 min (an 11 min difference, Fig. 2b). An even greater difference of 35 min was observed at an oil bath temperature of 180 °C (reaction temperature of 131 °C), with the first drops of water being observed at 68 and 33 min for the conventional and microwave systems, respectively (Fig. 2c).
A pronounced difference in the total amount of removed water was also observed. For example, comparison of runs 1 and 2 (Table 1) indicates that under conventional heating, 6.7 mL of water was removed after 80 min, while 7.3 mL was obtained under microwave irradiation over the same length of time. As the removed water could potentially contain contaminants such as BD, SA, succinic anhydride, and tetrahydrofuran (THF, formed through the intramolecular cyclization of BD), which could lead to errors in measuring the collected volume of water, 1H NMR analysis was carried out to determine which impurities were present. As indicated in Table 1, neither BD nor succinic anhydride was detected, although 2.5–5.5 vol% of THF was present in all experiments. In the case of runs 1 and 2, THF concentrations of 3.0 and 3.1 vol% were detected in the water collected under the conventional and microwave heating conditions, respectively. The precise volumes of removed water were therefore calculated as 6.5 and 7.1 mL, respectively. Based on the obtained results, it was apparent that the total volumes of removed water were larger under microwave heating for all the reaction temperatures examined.
Such differences could be accounted for by the variation in the temperature of the reaction solution within the different heating methods. For example, under conventional heating, the temperature of the reaction solution reached 178 °C over 80 min at an oil bath temperature of 220 °C, while under microwave irradiation and without following the conventional heating temperature profile, the reaction solution reached 178 °C within 5 min at a set temperature of 178 °C (i.e., using the PID control system), as shown in Fig. 2(d). Under these conditions, the first drop of water was observed 7 min after commencing irradiation, and a total of 8.3 mL water was obtained, which is significantly larger than the 6.5 mL volume recovered under conventional heating. These results indicate that microwave irradiation transfers thermal energy to the solution at a significantly faster rate than conventional heating. It is also proposed that microwave irradiation accelerates the removal of water.
Indeed, these results confirm that the removal of water during the polycondensation reaction was accelerated by microwave heating. However, Komorowska et al. previously reported that microwave irradiation did not appear to have any effect on the removal of water when excluding the pretreatment time from the reaction time [15]. In contrast, our experiments clearly demonstrated an acceleration of the reaction upon microwave irradiation when the pretreatment time was included. This acceleration became more apparent as the reaction temperature was decreased, likely due to a variation in the microwave energy absorption efficiency at different temperatures. We therefore decided to measure the dielectric properties of this reaction system, as outlined in the following subsection.
Measurement of the reaction system dielectric properties
Under microwave heating, the complex dielectric constant (ε*) shown in Eq. 1 is closely related to the capability of microwave heating:
where the dielectric constant, εʹ, represents the ability of a material to store electromagnetic energy through polarization, the dielectric loss factor, εʹʹ, is the ability of a material to convert the stored energy to heat, and j is an imaginary number. Thus, εʹʹ gives an indication of the ability of a material to sense microwave energy and is of particular importance in the discussion regarding the accelerating effects of microwave heating.
Thus, the obtained dielectric properties of BD alone and of a mixture of BD and SA are shown in Fig. 3 as a function of temperature. However, for the mixture, it was not possible to measure the dielectric properties above 140 °C due to the formation of bubbles.

Dielectric properties of the reactants as a function of temperature. a Dielectric constants, b dielectric loss factors, and c tan δ values of 1,4-butandiol (open circles) and a mixture of 1,4-butanediol and succinic acid (closed circles)
For both the dielectric constant and the dielectric loss factor, BD gave higher values than the BD/SA mixture over the temperature range examined. Indeed, it has been previously reported that the dielectric properties of diols decrease upon the addition of an organic compound [16]. In addition, we found that the dielectric losses for the BD/SA mixture remained relatively constant between 75 and 135 °C, with the maximum observed at ~100 °C. Measurements were also carried out at the polycondensation temperatures employed herein (i.e., 131, 164, and 178 °C), and the dielectric losses were found to decrease with increasing temperature. Interestingly, this trend corresponded to the enhanced reaction acceleration under the microwave conditions, thereby indicating that microwave acceleration was more pronounced at the temperatures that produced high dielectric loss factors.
The loss tangent (tan δ) is an additional term commonly used in the characterization of materials under microwave irradiation. This parameter is essentially the ratio of εʹʹ to εʹ (Eq. 2) and is used to describe the ability of a material to absorb microwave energy. The loss tangent always depends on both the working frequency and the temperature employed in the system of interest. The value of the loss tangent of water at 25 °C and 2.45 GHz is 0.123, which will be helpful for this discussion [17].
As indicated in Fig. 3(c), the loss tangent of the BD/SA mixture was 0.652 at 75 °C, and this value gradually decreased with increasing temperature, with a loss tangent of 0.457 being calculated at 135.3 °C. This result indicates that the mixture absorbs microwave energy more efficiently at lower temperatures; however, over the temperature range of interest, the applied microwave irradiation was effectively absorbed in all cases.
Average molecular weights of the obtained polymers
The average molecular weights of the obtained polymers were then characterized by means of MALDI-TOF MS measurements (Table 1). From comparison of the products obtained from the microwave and conventional heating methods at three different reaction temperatures, it was apparent that the average molecular weights of the polymers were ~100 Da higher when microwave irradiation was employed. On average, these differences in the molecular weight correspond to less than a single-step reaction of the polycondensation process.
In addition, all the spectra of the polymers obtained by microwave and conventional heating methods exhibited the same series of ion peaks at m/z 172.1n + α, where 172.1 is equal to the mass of a single polymer repeating unit, n is the number of repeating units, and α represents the residual mass of the end group and the attached sodium cation. Indeed, in all cases, the composition of the terminal groups was comparable. For example, the M + Na+ molecular ion was observed as the main product ion, where M represents the bis-hydroxy-ended polymer (i.e., that bearing –OH groups at both chain terminals). Furthermore, the presence of chains bearing both –COOH and –OH end groups was also indicated by the obtained results. Moreover, polymers containing bis-carboxy-ended linear chains and cyclic oligomers were also detected, although these were present as only minor products.
Accelerated synthesis of PBS under microwave irradiation
As the polycondensation of SA and BD is an equilibrium reaction, the rate of water removal and the quantity of removed water determine the reaction rate and the molecular weight of the polymer, respectively. In particular, to obtain a high molecular weight polymer in the polycondensation reaction, a yield of 100% is required. As mentioned above, microwave irradiation accelerates the condensation reaction between a diacid and a diol by activating both monomers and promoting the removal of water, while it can also accelerate the reverse reaction by activating the released water. Thus, to obtain a high molecular weight polymer over a short reaction time, the rapid removal of water from the reaction system is essential.
To date, a number of methods have been proposed for removing water during esterification reactions, including azeotropic distillation using a Dean-Stark trap, the use of a dehydrating membrane, or the addition of dehydrating agents such as zeolites [18]. Thus, upon the examination of alternative dehydration methods for application during the microwave-assisted synthesis of PBS, we found that dehydration under reduced pressure was the most effective technique for achieving the rapid and effective removal of water. Although this method produced high molecular weight PBS (i.e., Mw ≥ 100,000 g/mol) within 75 min, microwave plasma was observed in a number of experiments, which may lead to damage of the apparatus and/or the produced polymer. To avoid such issues, we therefore developed a unique microwave reactor, as described in our previous report [19], to render these experiments safer and more reliable.
In conclusion, to determine the origin of the reaction rate acceleration in the synthesis of PBS by microwave irradiation, this polymer was prepared using identical temperature profiles under both microwave and conventional heating conditions. Upon examination of the volumes of removed water as a function of time during the polycondensation reactions carried out at oil bath temperatures of 220, 200, and 180 °C (i.e., reaction solution/microwave temperatures of 178, 164, and 131 °C), we found that microwave irradiation accelerated the removal of water at all the temperatures examined. Furthermore, measurement of the dielectric properties of the reactants indicated that acceleration of the polycondensation reaction was more pronounced at high values of the dielectric loss factor, which is an index of the sensitivity of the monomers to microwave irradiation. It was therefore apparent that the principal effect of microwave irradiation on the synthesis of PBS was the accelerated removal of the water by-product. Arrhenius equation fitting using the initially increasing volume of the removed water as an index of the esterification rate of SA with BD showed that the activation energies of the polymerizations under microwave and conventional heating were 105 kJ/mol (R2 = 0.89432) and 56 kJ/mol (R2 = 0.98053), respectively. Achilias et al. obtained an approximation of the activation energy of 47.4 kJ/mol for the oil-bath-heated esterification of SA with BD in the presence of stannous chloride as a catalyst under high vacuum [20]. The activation energy for oil bath heating obtained here was nearly double that for microwave heating, which seems to support that microwave heating lowered the activation energy of the reaction. However, these values require further study because they were obtained with only a few experimental points and because the R2 values were still uncertain. These further studies are being performed and will be presented in the future. These results are of particular importance because the physical and chemical origins of the effects of microwave irradiation on polycondensation and polymerization reactions are generally poorly understood; therefore, our results constitute an important step in improving the understanding of these systems to ultimately enhance the yields and establish more efficient processes. Larger-scale studies are now underway to reduce the measurement errors and to examine the application of this process in the preparation of other polyesters.
References
Leadbeater NE. Microwave heating as a tool for sustainable chemistry. Boca Raton, FL: CRC Press; 2010.
Polshettiwar V, Varma R. Aqueous microwave assisted chemistry. Cambridge, UK: RSC Publishing; 2010.
Kappe CO, Stadler A, Dallinger D. Microwaves in organic and medicinal chemistry. Weinheim, Germany: Wiley-VCH; 2012.
Hoz A, Loupy A. Microwaves in organic synthesis, vols 1 & 2. Weinheim, Germany: Wiley-VCH; 2013.
Bogdal D, Prociak A. Microwave-enhanced polymer chemistry and technology. (Iowa, USA: Blackwell Publishing) 2007.
Nakamura T, Nagahata R, Takeuchi K. Microwave-assisted polyester and polyamide synthesis. Mini Rev Org Chem. 2011;8:306–14.
Mishra A, Vats T, Clark JH. Microwave-assisted polymerization. London, (UK: Royal Society of Chemistry) 2015.
Hoogenboom R, Schubert US, Wiesbrock F. Microwave-assisted polymer synthesis. (Germany: Springer, Berlin, Heidelberg) 2016.
Von Hippel AR. Dielectric materials and applications. (USA: Artech House, Boston) 1995.
Nagahata R, Sano D, Suzuki H, Takeuchi K. Microwave-assisted single-step synthesis of poly(lactic acid) by direct polycondensation of lactic acid. Macromol Rapid Commun. 2007;28:437–42.
Velmathi S, Nagahata R, Sugiyama J, Takeuchi K. A rapid eco-friendly synthesis of poly(butylene succinate) by a direct polyesterification under microwave irradiation. Macromol Rapid Commun. 2005;26:1163–7.
Velmathi S, Nagahata R, Takeuchi K. Extremely rapid synthesis of aliphatic polyesters by direct polycondensation of 1:1 mixtures of dicarboxylic acids and diols using microwaves. Polym J. 2007;39:841–4.
Nakamura T, Nagahata R, Suemitsu S, Takeuchi K. In-situ measurement of microwave absorption properties at 2.45 GHz for the polycondensation of lactic acid. Polym J. 2010;51:329–33.
Hayes BL. Microwave synthesis: chemistry at the speed of light. New York: CEM Publishing; 2002.
Komorowska M, Stefanidis GD, Van Gerven T, Stankiewicz AI. Influence of microwave irradiation on a polyesterification reaction. Chem Eng J. 2009;155:859–66.
Sudo S, Oshiki N, Shinyashiki N, Yagihara S, Kumbharkhane AC, Mehrotra SC. Dielectric properties of ethyleneglycol-1,4-dioxane mixtures using TDR method. J Phys Chem A. 2007;111:2993–8.
Gabriel C, Gabriel S, Grant EH, Halstead BSJ & Mingos DMP. Dielectric parameters relevant to microwave dielectric heating. Chem Soc Rev. 1998; 27:213–23.
Fakirov S. Transesterifications in condensation polymers. New York: Wiley-VCH; 1999.
Nagahata R, Nakamura T, Takeuchi K, Soga H, Sugimoto S & Yoshioka M JP5403232 (2013).
Bikiaris DN, Achilias DS. Synthesis of poly(alkylene succinate) biodegradable polyesters, part II: mathematical modelling of the polycondensation reaction. Polym J. 2008;49:3677–85.
Acknowledgements
The authors thank Shikoku Instrumentation Co., Ltd. for discussions regarding the custom-made equipment utilized in the microwave-assisted reactions.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no competing interests.
Electronic supplementary material
Rights and permissions
About this article

Cite this article
Nagahata, R., Nakamura, T. & Takeuchi, K. Microwave-assisted rapid synthesis of poly(butylene succinate): principal effect of microwave irradiation of accelerating the polycondensation reaction. Polym J 50, 347–354 (2018). https://doi.org/10.1038/s41428-018-0024-z
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1038/s41428-018-0024-z
