
Abstract
In this study, the deoxidation process for off-grade titanium (Ti) sponge using magnesium (Mg) metal with a wire mesh strainer type of crucible was developed. Ti hydride (TiH2) feedstock, which was prepared by hydrogenating off-grade Ti sponge, was deoxidized using Mg in a molten magnesium chloride–potassium chloride salt at 933 K under an argon and 20% hydrogen (H2) mixed gas atmosphere. After deoxidation, the residual Mg-containing salt was separated in situ from the crucible to investigate the feasibility of minimizing salt loss during the leaching and production of pure TiH2. The results showed that the presence of residual Mg-containing salt inside the crucible strongly influenced whether a mixture of Ti and TiH2 or pure TiH2 was produced. When the salt was not sufficiently separated, a mixture of Ti and TiH2 was obtained and its oxygen (O) concentration was 0.121 mass% under certain conditions. Meanwhile, pure TiH2 was obtained by increasing the H2 gas flow rate during deoxidation. Therefore, these results demonstrate that the decrease of O concentration to below 0.180 mass% and the minimal loss of the salt are feasible.
Similar content being viewed by others


Introduction
Titanium (Ti) is used in aerospace, biomedical, and chemical processing applications because it and its alloys exhibit excellent properties such as high specific strength, corrosion resistance, and biocompatibility. Accordingly, the demand for Ti, particularly for aerospace applications, continues to increase1,2,3. However, the global production of Ti is lower than that of iron (Fe) and aluminum (Al)4. The main reasons for the low production volume of Ti are the low productivity and high processing costs of conventional Ti production processes5.
In conventional Ti production, the Kroll process, several factors are responsible for its low productivity and high processing cost, such as a batch-type operation and the long processing time6,7. Notably, off-grade Ti sponge is generated during the Kroll process8,9. It is estimated that 10–20% of the total production volume of Ti sponge10. This indicates that the high processing costs can be reduced by developing an efficient utilization method for off-grade Ti sponge. When off-grade Ti sponge can be utilized in Ti ingot production, it not only reduces the high processing costs of Ti but also compensates for the low Ti production volume. In addition, this can decrease carbon dioxide emissions by 95.4% because upgrading low-grade Ti ore and the Kroll process are not required11. Therefore, the recycling of off-grade Ti sponge is important.
The main challenge associated with the recycling of off-grade Ti sponge is the removal of major impurities such as oxygen (O) and Fe. These impurities negatively affect the mechanical properties of the final product and are almost impossible to remove from Ti using conventional remelting techniques. As a result, in modern industrial practice, off-grade Ti sponge is cheaply used as an additive in the steel industry. However, when the O concentration in off-grade Ti sponge can be lowered to below 0.180 mass%, which is the American Society for Testing Materials (ASTM) criteria for Grade 1 Ti12, off-grade Ti sponge can be utilized in Ti alloy production. Although Fe cannot be removed directly from off-grade Ti sponge, it can be used as a β-stabilizer in β-Ti alloys13,14. Therefore, to recycle off-grade Ti sponge for use in Ti production, a deoxidation process to decrease its O concentration to below 0.180 mass% is necessary.
Numerous methods for deoxidation of Ti using various reducing agents have been proposed. Due to the high affinity of O to Ti, most reducing agents used in the proposed deoxidation processes are limited to rare-earth elements, such as holmium (Ho)15, yttrium (Y)16,17, and lanthanum (La)18, calcium (Ca)19,20,21,22,23,24,25,26,27,28,29, and electrons30,31,32. However, magnesium (Mg), which is the cheapest among the metallic reducing agents, is not suitable as a reducing agent for deoxidation of Ti. This is because the O concentration in Ti by Mg/magnesium oxide (MgO) equilibrium at 1200 K is approximately 2 mass% in the standard state33, which is significantly higher than the 0.180 mass%.
In recent years, several studies have been conducted on the deoxidation of Ti using Mg34,35,36,37,38,39,40 to increase its capability to decrease the O concentration in Ti. Some of these studies proposed the promising hydrogen (H) assisted Mg reduction process for the deoxidation of Ti using Mg34,35,36, in which the magnesiothermic reduction of Ti is conducted in a hydrogen gas (H2) atmosphere. In this process, the O concentration in Ti is decreased to 0.0503 mass% when deoxidation is performed at 1023 K for 12 h in an H2 gas atmosphere34. This indicates that the O concentration in Ti can satisfy the ASTM criteria for Grade 1 Ti by the deoxidation even when Mg is used as the reducing agent under a high hydrogen chemical potential.
To develop a novel and efficient recycling process for off-grade Ti sponge, the deoxidation of off-grade Ti sponge using Mg in argon (Ar) and H2 mixed gas at 933–993 K was investigated by the authors41,42. To increase the activity of hydrogen (aH) in the reaction system and reaction rate, titanium hydride (TiH2) powder produced by hydrogenating an off-grade Ti sponge was used as the feedstock for deoxidation.
However, several drawbacks remain, such as the loss of residual Mg-containing salts during leaching and the production of a mixture of Ti and TiH2 instead of pure TiH2. The production of TiH2 is preferred to that of Ti, considering the sintering process after the deoxidation process. This is because the sintered compact using TiH2 powder has a higher sintered density than that using pure Ti powder, which improves the mechanical properties of the final Ti product43,44. However, in the authors’ previous studies41,42, a mixture of Ti and TiH2 was produced after the deoxidation. This was because TiH2 feedstock inside the salt was dehydrogenated during the deoxidation owing to the low hydrogen partial pressure (\(p_{\text H_{2}}\)) inside the salt. Therefore, the development of a method for the production of pure TiH2 is required even after the deoxidation.
In addition, salt loss was unavoidable because the salt was removed during subsequent leaching to recover the deoxidized product. It is worth noting that separating the residual Mg-containing salt from the deoxidized product before leaching can significantly reduce the amount of acid waste solution and the residual Mg-containing salt can be reused for deoxidation. Furthermore, reducing the amount of residual Mg-containing salt to be removed shortens the leaching time; thus, O contamination during leaching can be reduced. Therefore, to simultaneously overcome these drawbacks, the separation of residual Mg-containing salt during deoxidation is necessary.
In this study, a deoxidation process for off-grade Ti sponge was developed with the aim of decreasing the O concentration to below 0.180 mass%, minimizing the loss of residual Mg-containing salt, and producing pure TiH2. The influence of the reaction time on the O concentration in the residue was investigated. After deoxidation, the feasibility of separating the residual Mg-containing salt was investigated via in situ separation by lifting a wire mesh strainer type of crucible. Furthermore, the influences of the H2 gas flow rate, hydrogenation temperature, and draining time on the separation of the residual Mg-containing salt and the production of pure TiH2 were systematically investigated. Figure 1 shows a flowchart of the deoxidation process for off-grade Ti sponge using Mg with a wire mesh strainer type of crucible in an Ar and 20% H2 mixed gas atmosphere.

Flowchart of the deoxidation process for off-grade Ti sponge using Mg metal with a wire mesh strainer type of crucible in an Ar and 20% H2 mixed gas atmosphere.
Thermodynamic analysis
Deoxidation of Ti using Mg in an Ar and H2 mixed gas atmosphere
The chemical potential diagram of the Ti–O–H system at 973.15 K was plotted in Fig. 2 using the Chesta software45 and various thermodynamic data34,46,47. The ordinate denotes the oxygen partial pressure (\(p_{\text O_{2}}\)) and the abscissa denotes the \(p_{\text H_{2}}\).

Chemical potential diagram of the Ti-O-H system at 973.15 K.
The stability regions of the Ti–O solid solutions are divided by dashed lines depending on the O concentration in Ti (s). The stability region of Ti-0.6 mass% O is located in the \(p_{\text O_{2}}\) range of 6.5 × 10−54–8.7 × 10−54 atm and the \(p_{\text H_{2}}\) range below 5.8 × 10−3–5.9 × 10−3 atm. The \(p_{\text O_{2}}\) by the Mg (l)/MgO (s) equilibrium is 6.5 × 10−54 atm at 973.15 K under the standard state. This \(p_{\text O_{2}}\) is located in the stability region of Ti-0.6 mass% O at \(p_{\text H_{2}}\) below 5.8 × 10−3 atm. Therefore, when Ti is deoxidized using Mg at \(p_{\text O_{2}}\) below 5.8 × 10−3 atm under a standard state, the O concentration in Ti will be 0.6 mass%, which is greater than 0.180 mass%. This indicates that the O concentration in Ti cannot be decreased to below 0.180 mass% when Ti is deoxidized using Mg without H2 gas under standard state.
However, there are two methods to decrease the O concentration in Ti to below 0.180 mass%, even when Mg is used as the reducing agent. One is to decrease the activity of MgO (aMgO). For example, when aMgO is decreased to 0.1, the \(p_{\text O_{2}}\) by Mg (l)/MgO (s) equilibrium decreases to 6.51 × 10−56 atm, as shown in Fig. 2. This \(p_{\text O_{2}}\) is located in the stability region of Ti-0.05 mass% O even at \(p_{\text H_{2}}\) below 5.6 × 10−3 atm. Therefore, although Mg is used as a reducing agent, the O concentration in Ti can be decreased to 0.05 mass% when the removal of the produced MgO during the deoxidation of Ti is maintained via chemical reactions or electrolysis33,37,38,48.
Another method is utilizing H2 to deoxidize Ti. As shown in Fig. 2, when \(p_{\text O_{2}}\) is 6.51 × 10−54 atm determined by Mg (l)/MgO (s) equilibrium at 973.15 K, the stability regions of TiH0.290O0.005 (s), TiH0.339O0.005 (s), and TiH0.388O0.005 (s) are located at \(p_{\text O_{2}}\) above 5.8 × 10−3 atm, 2.6 × 10−2 atm, and 3.6 × 10−2 atm, respectively. That is, when the \(p_{\text H_{2}}\) is maintained above 5.8 × 10−3 atm and Mg is used as a reducing agent, the \(p_{\text O_{2}}\) by Mg (l)/MgO (s) equilibrium is located in the stability regions of TiH0.290O0.005 (s), TiH0.339O0.005 (s), and TiH0.388O0.005 (s) with an O concentration of 0.166 mass%. Although only a few types of TiHxOy are plotted owing to the lack of thermodynamic data34,47, this diagram demonstrates that the O concentration can be decreased to below 0.180 mass% by deoxidation using Mg when the \(p_{\text H_{2}}\) is above 5.8 × 10−3 atm even under the standard state.
In this study, Mg was used as the reducing agent. In addition, TiH2 prepared in advance was used as the feedstock to increase the aH in the reaction system. As shown in Fig. 1, TiH2 was produced by hydrogenation of off-grade Ti sponge before deoxidation. Furthermore, to maintain a high \(p_{\text H_{2}}\) in the reaction system, an Ar and 20% H2 mixed gas was used during deoxidation and hydrogenation.
TiH2 production in an Ar and H2 mixed gas atmosphere
To investigate the feasibility of TiH2 production, a thermodynamic analysis of the hydrogenation reaction is necessary. The production of TiH2 by the hydrogenation of Ti with H2 gas is described by Eq. (1)46. In addition, \(p_{\text H_{2}}\) by Ti (s)/TiH2 (s) equilibrium can be expressed as shown in Eq. (2) using Eq. (1).
In Eqs. (1) and (2), \(p_{\text H_{2}}\), ∆G°r, R, and T refer to the H2 partial pressure (atm), standard Gibbs free energy change for the reaction in Eq. (1) (kJ‧mol−1), universal gas constant (kJ‧mol−1‧K−1), and absolute temperature (K), respectively. As shown in Eq. (2), the \(p_{\text H_{2}}\) by Ti (s)/TiH2 (s) equilibrium is a function of the temperature and was calculated to be 2.45 × 10−3 atm, 3.42 × 10−2 atm, and 1.27 × 10−1 atm at 773 K, 873 K, and 933 K, respectively (see Supplementary Fig. S1 online). This result indicates that the production of TiH2 (s) at 773–933 K in an Ar and 20% H2 mixed gas atmosphere is feasible.
In the previous study, although the TiH2 feedstock was deoxidized using Mg in an Ar and 20% H2 mixed gas atmosphere at 933 K, a mixture of Ti and TiH2 was produced instead of pure TiH241. The TiH2 feedstock was deoxidized in a molten mixture of Mg and magnesium chloride (MgCl2)–potassium chloride (KCl). This indicates that the \(p_{\text H_{2}}\) inside the molten Mg and salt was low, resulting in the dehydrogenation of TiH2 during deoxidation. As a result, the production of a mixture of Ti and TiH2 was unavoidable. It has also been reported that the diffusion of H2 gas to the Ti sub-hydride (TiHx with x < 2) is impeded when MgCl2 covers the Ti sub-hydride powder49. Therefore, to increase the phase ratio of TiH2 in the mixture of Ti and TiH2, the \(p_{\text H_{2}}\) inside the molten salt should be maintained at a high value during deoxidation or the molten salt should be separated during deoxidation enabling to expose of the deoxidized product to a high \(p_{\text H_{2}}\).
In this study, a wire mesh strainer type of crucible was used for deoxidation. Deoxidation was performed by lowering the crucible, which contained the TiH2 feedstock prepared using off-grade Ti sponge, into the molten salt. After deoxidation was finished, the crucible was slightly raised above the surface of the molten salt and maintained for a certain period to separate the molten salt from the crucible and expose the feedstock to a high \(p_{\text H_{2}}\).
Methods
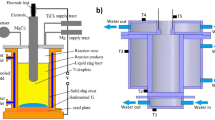
Figure 3a shows the schematic of the experimental apparatus used in this study. In addition, Fig. 3b–g show photographs of parts of the Fe crucible assembly and samples used in the experiments. As shown in Fig. 3c, the TiH2 powder produced from off-grade Ti sponge was used as the feedstock for deoxidation. To prepare the TiH2 feedstock, off-grade Ti sponge (VSMPO-AVISMA Corporation) was hydrogenated at 973 K for 2 h in an H2 gas atmosphere at MTIG Co., Ltd. After hydrogenation, the TiH2 feedstock was pulverized using a mortar and pestle, followed by sieving. The particle size of TiH2 feedstock used for deoxidation was 150–300 μm.

(a) Schematic of the experimental apparatus. Photographs of (b) the wire mesh strainer type of crucible, (c) TiH2 feedstock, (d) stainless steel cap, (e) Ti mesh (100 mesh) at the bottom of the crucible, (f) TiH2 feedstock and Mg inside the crucible, and (g) the crucible assembled with the stainless steel cap and tube.
Before deoxidation, the salt was dried and pre-melted to remove H2O from the chemical reagents. MgCl2 (anhydrous, purity > 97.0%, Wako Pure Chemical Corporation) and KCl (anhydrous, purity > 99.0%, KOJUNDO Chemical Laboratory Co., Ltd.) were dried at 453 K for 72 h in a vacuum oven (VOS-601SD, EYELA). Subsequently, the dried MgCl2 and KCl were placed inside a reactor, while being contained within an Fe container (outer diameter (ϕ) = 89 mm, thickness (t) = 2 mm, height (h) = 200 mm), and pre-melted at 933 K for 2 h in an Ar gas atmosphere.
After the salt was prepared, the TiH2 feedstock and Mg (cubic, width (w) = 10 mm, length (l) = 10 mm, height (h) = 10 mm, purity: 99.99%, RNDKOREA Corporation) were placed in a wire mesh strainer type (Ti mesh, mesh opening size = 100 mesh) of Fe crucible (outer diameter (ϕ) = 29 mm, thickness (t) = 2 mm, height (h) = 70 mm), as shown in Fig. 3f. The crucible was assembled with a stainless steel cap and stainless steel tube, as shown in Fig. 3g. The assembly was set up on the top flange of the reactor and positioned above the Fe container inside the reactor. The top flange and the reactor were fastened, and the reactor was placed in an electric furnace at 298 K.
The interior of the reactor was evacuated for 15 min at 298 K and then filled with an Ar and 20% H2 mixed gas to an internal pressure of 1 atm. The internal pressure of the reactor was maintained at 1 atm until the end of the experiment by constantly flowing mixed gas into the reactor. After controlling the atmosphere, the reactor was heated to 933 K. After 1 h at 933 K, the crucible was immersed in the molten salt by lowering it to 1 mm above the bottom of the Fe container for deoxidation of the TiH2 feedstock. After deoxygenation for the duration of 1–24 h, the crucible was lifted to 30 mm above the bottom of the Fe container to be positioned above the molten salt and held for 30 min or 3 h to drain the residual Mg-containing salt from the crucible through the Ti mesh. Subsequently, the crucible was lifted to 329 mm above the bottom of the Fe container, and the reactor was cooled to 298 K.
To hydrogenate deoxidized TiH2 feedstock, the temperature was held for 24 h after the crucible was lifted to 329 mm above the bottom of the Fe container where the temperature was 773 K, as shown in Fig. 4. In a different manner, after drainage of the residual Mg-containing salt, the crucible was lifted to 269 mm above the bottom of the Fe container where the temperature was 873 K and held for 24 h. The reactor was then cooled to 298 K.

(a) Schematic of the interior of the reactor at the hydrogenation step after drainage of the residual Mg-containing salt and (b) temperature profile measured along the vertical distance from the bottom of the reactor at 933 K before deoxidation.
After the experiments, the residual Mg, MgCl2, KCl, and MgO produced inside the crucible were removed by HCl leaching, as shown in Fig. 5. HCl leaching was performed using 1 L of 10% HCl solution at 298 K for 1 h without stirring and by blowing Ar gas into a jacketed reaction vessel. Subsequently, the residues were filtrated and washed with deionized (D.I.) water, followed by washing with acetone. The obtained residues were leached again using 1 L of 10% HCl solution at 298 K for 30 min with stirring at 150 rpm and by blowing Ar gas into a jacketed reaction vessel. After leaching, the residue was filtrated and washed with D.I. water, followed by washing with acetone.

Flowchart of the experimental procedure for the deoxidation of off-grade Ti sponge using Mg metal and the production of TiH2 powder in an Ar + 20% H2 gas atmosphere.
The concentrations of O in the samples were analyzed using an N/O/H determinator (TCH600, LECO Corporation). The crystalline phases of the samples were identified using X-ray diffractometer (XRD: X'Pert MPD, PHILIPS, Cu-Kα radiation).
Results and discussion
Deoxidation of TiH2 feedstock
Figure 6 shows the TiH2, produced from off-grade Ti sponge by hydrogenation at 973 K for 2 h in an H2 gas atmosphere according to Eq. (1). The concentration of O in the TiH2 feedstock was 1.28 mass%, as listed in Table 1.

XRD analysis result of the TiH2 feedstock.
In addition, Table 1 lists the experimental conditions for the deoxidation of TiH2 feedstock using Mg in an Ar and 20% H2 mixed gas atmosphere. In deoxidation, the mass ratios of Mg to feedstock (rMg/feedstock) and salt to feedstock (rsalt/feedstock) were maintained at 1 and 20, respectively. rsalt/feedstock and rMg/feedstock were calculated using Eqs. (3) and (4), respectively.
In Eqs. (3) and (4), wsalt, \(w_{{{\text{TiH}_2}\_{\text{feed}}}}\), and wMg refer to the weights of the salt, TiH2 feedstock, and Mg used, respectively.
Figure 7a–c show that the residual Mg-containing salt drained through the Ti mesh at the bottom of the crucible when the crucible was lifted to 30 mm above the bottom of the Fe container. The material remaining in the crucible was removed by HCl leaching according to the reactions shown in Eqs. (5) and (6)50. After HCl leaching, the deoxidized product was obtained as a fine powder, as shown in Fig. 7d,e.

Representative photographs after the experiment: (a) residue inside the wire mesh strainer type of crucible, (b) residual Mg-containing salt under the Ti mesh at the bottom of the crucible, (c) cross-section of the salt collected inside the Fe container, (d) residue obtained after the first HCl leaching, and (e) residue obtained after the second HCl leaching.
As shown in Table 1, the O concentration in the feedstock of 1.28 mass% was decreased with an increasing deoxidation time. As a result, the lowest O concentration was 0.121 mass% when the TiH2 feedstock was deoxidized for 24 h.
As shown in Fig. 2, the equilibrium concentration of O in the deoxidized product was determined by the \(p_{\text O_{2}}\), and \(p_{\text O_{2}}\) was determined by the Mg (l)/MgO (s) equilibrium as a function of the activity of Mg (aMg) and aMgO in the reaction system. In this study, aMg was assumed to be unity during deoxidation. This is because, when the rMg/feedstock was maintained at 1, the amount of Mg used was 51 times larger than the amount required to reduce O in the TiH2 feedstock. The mass ratio of the Mg used to the Mg required was calculated using Eqs. (7)–(9). In addition, aMgO was assumed to be unity because the solubility of MgO in MgCl2 at 1003 K and 1073 K were reported to be only 0.36 mol% and 0.63 mol%, respectively51,52,53. When considering the value of rsalt/feedstock and the amount of the MgO produced by complete deoxidation and MgCl2 used, the mol% of MgO in MgCl2 would be 0.51 mol%, which is greater than 0.36 mol%. In addition, the actual mol% of MgO in MgCl2 would be larger than 0.51 mol% when the generation of MgO by reacting MgCl2 with H2O absorbed to MgCl2 owing to its hygroscopic property54,55. Moreover, because the MgO solubility in MgCl2 decreases with a decreasing temperature, the MgO solubility in MgCl2 at 933 K is expected to be lower than that in MgCl2 at 1003 K, 0.36 mol%.
In Eqs. (7)–(9), wMg required, CO, in the feedstock, \(w_{{{\text{TiH}_2}\_{\text{feed}}}}\), mO, mMg, rMg used/Mg required, and wMg refer to the calculated weight of Mg to deoxidize O in the TiH2 feedstock, initial O concentration of the feedstock used (mass%), weight of the TiH2 feedstock used (g), atomic mass of O (15.999 g·mol−1), atomic mass of Mg (24.305 g·mol−1), ratio of the amount of Mg used to Mg required, and weight of Mg used (g), respectively.
The thermodynamic analysis results presented in Fig. 2 show that Ti containing O of 0.166 mass% can be obtained under the standard state when the TiH2 is deoxidized using Mg at 973 K under a high hydrogen chemical potential. Although a detailed evaluation of the equilibrium concentration of O in Ti at 933 K was difficult owing to the lack of thermodynamic data, the experimental results, such as the deoxidized product obtained containing O of 0.121 mass%, demonstrated that the experimental results agreed with the thermodynamic analysis results. Consequently, these results show that the O concentration in the off-grade Ti sponge could be decreased to below 0.180 mass% by deoxidizing TiH2 using Mg at 933 K in an Ar and 20% H2 mixed gas atmosphere.
Figure 8 shows the XRD analysis results of the deoxidized product obtained after the experiments. The results showed that the obtained deoxidized product was a mixture of Ti and TiH2. This was because the residual Mg-containing salt was not drained enough to expose the deoxidized product to a high \(p_{\text H_{2}}\), as shown in Fig. 7a. When the residual Mg-containing salt was not sufficiently drained, the deoxidized product was covered with the residual Mg-containing salt, placing the deoxidized product at low \(p_{\text H_{2}}\). As a result, although high \(p_{\text H_{2}}\) was maintained in the reaction system using an Ar and 20% H2 mixed gas, the generation of Ti was inevitable. Therefore, to obtain pure TiH2, the residual Mg-containing salt should be sufficiently drained from the crucible after deoxidation.

XRD analysis results of the residues obtained after the experiments at the deoxidation times of (a) 1 h, (b) 3 h, (c) 6 h, (d) 12 h, and (e) 24 h.
Production of TiH2 by hydrogenation
To produce pure TiH2 by the hydrogenation of a mixture of Ti and TiH2 obtained after deoxidation, various attempts were made to sufficiently drain the residual Mg-containing salt from the crucible. As shown in Table 1, the H2 gas flow rates for deoxidation and hydrogenation, hydrogenation temperature, and mass fraction of MgCl2 in MgCl2–KCl were varied, whereas the times for deoxidation, hydrogenation, and draining were fixed at 6 h, 24 h, and 3 h, respectively.
Figure 9 shows photographs of the remains inside the crucible after deoxidation, followed by hydrogenation. As shown in Fig. 9a,d, the deoxidized product in powder form was exposed to the atmosphere, unlike the case shown in Fig. 9b,c. These results indicated that the influences of an increase in the H2 gas flow rate during hydrogenation and the hydrogenation temperature on the drainage of the residual Mg-containing salt were insignificant in these experiments, whereas a decrease in the mass fraction of MgCl2 in MgCl2–KCl and an increase in the H2 gas flow rate during deoxidation enabled further drainage of the salt from the crucible. This was because when the mass fraction of MgCl2 in MgCl2–KCl was decreased from 0.75 to 0.55, the melting point of the molten salt decreased from 844.3 K to 761.2 K (see Supplementary Fig. S2 online)56. This allowed the salt to exist as a liquid during hydrogenation at 773 K and to be further drained from the crucible during hydrogenation. In addition, when the H2 gas flow rate during deoxidation increased from 300 to 500 sccm, the outflow rate of the fluid through the Ti mesh also increased during drainage. Therefore, the residual Mg-containing salt was further drained from the crucible, thereby exposing the deoxidized product to high \(p_{\text H_{2}}\) atmosphere.

Photographs of the residue inside the wire mesh strainer type of crucible after the experiments using different \(f_{{\text {MgCl}}_2}\), THydr, \(f_{{\text H_2},{\text {Deox}}}\), and \(f_{{\text H_2},{\text {Hydr}}}\) conditions: (a) 0.55, 773 K, 300 sccm, 300 sccm; (b) 0.75, 773 K, 300 sccm, 500 sccm; (c) 0.75, 873 K, 300 sccm, 500 sccm; and (d) 0.75, 773 K, 500 sccm, 500 sccm; \(f_{{\text {MgCl}}_2}\), THydr, \(f_{{\text H_2},{\text {Deox}}}\), and \(f_{{\text H_2},{\text {Hydr}}}\) refer to the mass fraction of MgCl2 in MgCl2–KCl, temperature for hydrogenation, H2 gas flow rate during deoxidation, and H2 gas flow rate during hydrogenation, respectively.
Figure 10 shows the XRD analysis results of the deoxidized product obtained after HCl leaching. As shown in Fig. 10a–c, the obtained deoxidized products were identified as a mixture of Ti and TiH2. Unfortunately, although the deoxidized product was exposed to the atmosphere when the mass fraction of MgCl2 in MgCl2–KCl was decreased from 0.75 to 0.55, the deoxidized products obtained were identified as a mixture of Ti and TiH2. This indicated that the residual Mg-containing salt should be more drained from the crucible to produce pure TiH2. However, Fig. 10d shows that the peak of the Ti phase diminished, and that TiH2 was identified as the main phase in the obtained deoxidized product. This result indicates that the residual Mg-containing salt was sufficiently drained from the crucible when the H2 gas flow rate during deoxidation was increased from 300 to 500 sccm. Consequently, the deoxidized product was exposed to high \(p_{\text H_{2}}\), which enabled its hydrogenation.

XRD analysis results of the residues obtained after the experiments using different \(f_{{\text {MgCl}}_2}\), THydr, \(f_{{\text H_2},{\text {Deox}}}\), and \(f_{{\text H_2},{\text {Hydr}}}\) conditions: (a) 0.55, 773 K, 300 sccm, 300 sccm; (b) 0.75, 773 K, 300 sccm, 500 sccm; (c) 0.75, 873 K, 300 sccm, 500 sccm; and (d) 0.75, 773 K, 500 sccm, 500 sccm; \(f_{{\text {MgCl}}_2}\), THydr, \(f_{{\text H_2},{\text {Deox}}}\), and \(f_{{\text H_2},{\text {Hydr}}}\) refer to the mass fraction of MgCl2 in MgCl2–KCl, temperature for hydrogenation, H2 gas flow rate during deoxidation, and H2 gas flow rate during hydrogenation, respectively.
Meanwhile, the O concentrations in the deoxidized products obtained after deoxidation followed by hydrogenation are listed in Table 1. As shown in Table 1, most of the results demonstrate that the O concentration was decreased to below 0.180 mass%. However, when the H2 gas flow rate was increased from 300 to 500 sccm during deoxidation, the O concentration in the deoxidized product was 0.194 mass%, which is larger than 0.180 mass%. This was attributed to the use of a non-deoxidized Ar and 20% H2 mixed gas. It is considered that using a purified Ar and 20% H2 mixed gas is necessary to obtain pure TiH2 and decrease the O concentration to below 0.180 mass%.
However, the results demonstrated that a decrease in the O concentration to below 0.180 mass% by deoxidation using Mg at high \(p_{\text H_{2}}\) was feasible, as expected from the thermodynamic analysis. Moreover, it was demonstrated that minimization of the loss of residual Mg-containing salt and the production of pure TiH2 by utilizing a wire mesh strainer type of crucible during deoxidation were feasible.
Conclusions
The deoxidation process for off-grade Ti sponge using Mg with a wire mesh strainer type of crucible was developed with the aim of decreasing the O concentration to below 0.180 mass%, minimizing the loss of residual Mg-containing salt, and producing pure TiH2. After deoxidation using Mg in molten MgCl2–KCl salt at 933 K under an Ar and 20% H2 mixed gas atmosphere for 24 h, the O concentration in the TiH2 feedstock decreased from 1.28 mass% to 0.121 mass%. This result demonstrates that the O concentration can be efficiently decreased to below 0.180 mass% as expected from the results of the thermodynamic analysis. The production of either a mixture of Ti and TiH2 or pure TiH2 was significantly influenced by the drainage of the residual Mg-containing salt from the crucible. As a result, pure TiH2 was obtained by increasing the H2 gas flow rate during deoxidation. Therefore, it was demonstrated that the minimal loss of residual Mg-containing salt and the production of pure TiH2 by the deoxidation process developed in this study were feasible.
Data availability
The datasets generated during and/or analysed during the current study are available from the corresponding author on reasonable request.
References
Coggins, A. Titanium Metal – Global supply and demand trends overview in Titanium U. S. A. 2019 Conference (2019).
Pike, M. Titanium demand and trends in the commercial aero engine market. In Titanium Virtual 2020 Conference (2020).
Carpenter, J. Boeing’s market outlook and titanium supply chain. In Titanium U. S. A. 2019 Conference (2019).
U.S. Geological Survey. Mineral Commodity Summaries (2023).
Dutta, B. & Froes, F. H. The additive manufacturing (AM) of titanium alloys. In Titanium Powder Metallurgy: Science, Technology, and Applications (eds Qian, M. & Froes, F. H.) 447–468 (Elsevier Inc, 2015).
Kroll, W. The production of ductile Titanium. Trans. Electrochem. Soc. 78, 35–47 (1940).
Kroll, W. Method for manufacturing Ti and alloys thereof. US Patent 2205854 (1940).
Takeda, O., Ouchi, T. & Okabe, T. H. Recent progress in titanium extraction and recycling. Metall. Mater. Trans. B 51, 1315–1328 (2020).
Sohn, H. S. Current status of titanium recycling technology. Resour. Recycl. 30, 26–34 (2021) (in Korean).
Marui, Y., Kinoshita, T. & Takahashi, K. Development of a titanium material by utilizing off-grade titanium sponge. Honda R&D Tech. Rev. 14, 149–156 (2002).
Corby, N. D. III. Titanium scrap trends. In Titanium Virtual 2020 Conference (2020).
American Society for Testing and Materials, Standard Specification for Titanium and Titanium Alloy Strip, Sheet, and Plate, B265–B06b (ASTM International, 2006).
Li, C. L. et al. Modeling hot deformation behavior of low-cost Ti-2Al-9.2Mo-2Fe beta titanium alloy using a deep neural network. J. Mater. Sci. Technol. 35, 907–916 (2019).
Lütjering, G. & Williams, J. C. Titanium, Engineering Materials and Processes 2nd edn. (Springer, 2007).
Kong, L., Ouchi, T. & Okabe, T. H. Deoxidation of Ti using Ho in HoCl3 flux and determination of thermodynamic data of HoOCl. J. Alloys Compd. 863, 156047 (2021).
Tanaka, T., Ouchi, T. & Okabe, T. H. Yttriothermic reduction of TiO2 in molten salts. Mater. Trans. 61, 1967–1973 (2020).
Iizuka, A., Ouchi, T. & Okabe, T. H. Development of a new titanium powder sintering process with deoxidation reaction using yttrium metal. Mater. Trans. 61, 758–765 (2020).
Tanaka, T., Ouchi, T. & Okabe, T. H. Lanthanothermic reduction of TiO2. Metall. Mater. Trans. B 51, 1485–1494 (2020).
Fisher, R. L. Deoxidation of titanium and similar metals using a deoxidant in a molten metal carrier. US Patent 4923531A (1990).
Okabe, T. H., Suzuki, R. O., Oishi, T. & Ono, K. Thermodynamic properties of dilute titanium-oxygen solid solution in beta phase. Mater. Trans. JIM 32, 485–488 (1991).
Cho, G. H., Kim, T., Chae, J. & Lim, J. W. Preparing low-oxygen titanium powder by calcium reductant from titanium hydride. Adv. Powder Technol. 31, 3774–3780 (2020).
Oh, J. M. et al. Preparation of low oxygen content alloy powder from Ti binary alloy scrap by hydrogenation–dehydrogenation and deoxidation process. J. Alloys Compd. 593, 61–66 (2014).
Roh, K. M. et al. Comparison of deoxidation capability for preparation of low oxygen content powder from TiNi alloy scraps. Powder Technol. 253, 266–269 (2014).
Okabe, T. H., Oishi, T. & Ono, K. Preparation and characterization of extra-low-oxygen titanium. J. Alloys Compd. 184, 43–56 (1992).
Xia, Y. et al. The effect of molten salt on oxygen removal from titanium and its alloys using calcium. J. Mater. Sci. 52, 4120–4128 (2017).
Suzuki, R. O. & Inoue, S. Calciothermic reduction of titanium oxide in molten CaCl2. Metall. Mater. Trans. B 34, 277–285 (2003).
Okabe, T. H., Oda, T. & Mitsuda, Y. Titanium powder production by preform reduction process (PRP). J. Alloys Compd. 364, 156–163 (2004).
Xia, Y. et al. Hydrogen enhanced thermodynamic properties and kinetics of calciothermic deoxygenation of titanium-oxygen solid solutions. Int. J. Hydrog. Energy 43, 11939–11951 (2018).
Li, B. et al. The deep deoxygenation behavior of fine hydrogenated Ti alloy powders. JOM 73, 1188–1195 (2021).
Chen, G. Z., Fray, D. J. & Farthing, T. W. Direct electrochemical reduction of titanium dioxide to titanium in molten calcium chloride. Nature 407, 361–364 (2000).
Chen, G. Z., Fray, D. J. & Farthing, T. W. Cathodic deoxygenation of the alpha case on titanium and alloys in molten calcium chloride. Metall. Mater. Trans. B 32, 1041–1052 (2001).
Tripathy, P. K., Gauthier, M. & Fray, D. J. Electrochemical deoxidation of titanium foam in molten calcium chloride. Metall. Mater. Trans. B 32, 893–900 (2007).
Okabe, T. H., Hamanaka, Y. & Taninouchi, Y. K. Direct oxygen removal technique for recycling titanium using molten MgCl2 salt. Faraday Discuss. 190, 109–126 (2016).
Zhang, Y. et al. Thermodynamic destabilization of Ti-O solid solution by H2 and deoxygenation of Ti using Mg. J. Am. Chem. Soc. 138, 6916–6919 (2016).
Xia, Y. et al. Hydrogen assisted magnesiothermic reduction (HAMR) of commercial TiO2 to produce titanium powder with controlled morphology and particle size. Mater. Trans. 58, 355–360 (2017).
Dong, Z. et al. Direct reduction of upgraded titania slag by magnesium for making low-oxygen containing titanium alloy hydride powder. Powder Technol. 368, 160–169 (2020).
Zheng, C., Ouchi, T., Iizuka, A., Taninouchi, Y. & Okabe, T. H. Deoxidation of titanium using Mg as deoxidant in MgCl2-YCl3 flux. Metall. Mater. Trans. B 50, 622–631 (2019).
Jung, J. H., Lee, S. Y., Park, S. H. & Sohn, H. S. Deoxidation of off-grade Ti scrap by molten Mg in YCl3-MgCl2 molten malt. Resour. Recycl. 30, 46–52 (2021) (in Korean).
Kong, L., Ouchi, T. & Okabe, T. H. Direct deoxidation of Ti by Mg in MgCl2−HoCl3 flux. Mater. Trans. 60, 2059–2068 (2019).
Tanaka, T., Ouchi, T. & Okabe, T. H. Magnesiothermic reduction of TiO2 assisted by LaCl3. J. Sustain. Metall. 6, 667–679 (2020).
Lim, K. H., Jeoung, H. J., Lee, T. H., Yi, K. W. & Kang, J. Deoxidation of off-grade titanium sponge using magnesium metal in argon and hydrogen mixed gas atmosphere. Metall. Mater. Trans. B 53, 220–231 (2022).
Park, S. H. et al. Scale-up study of deoxidation of off-grade titanium sponge using magnesium metal under argon and hydrogen mixed gas atmosphere. J. Sustain. Metall. 9, 497–510 (2023).
Robertson, I. M. & Schaffer, G. B. Comparison of sintering of Ti and Ti hydride powders. Powder Metall. 53, 12–19 (2010).
Wang, H. T. et al. Ti and Ti alloy via sintering of TiH2. KEM 436, 157–163 (2010).
Hatada, N. Chesta: Software for Creating Chemical Potential Diagrams, Version 3.4.3.2. https://n-hatada.github.io/chesta.
Barin, I. Thermochemical Data of Pure Substances (VCH Verlagsgesellschaft mbH, 1995).
Mah, A. D., Kelley, K. K., Gellert, N. L., King, E. G. & O'Brien, C. J. Thermodynamic Properties of Titanium-Oxygen Solutions and Compounds (US Dept of the Interior, Bureau of Mines, 1957).
Taninouchi, Y., Hamanaka, Y. & Okabe, T. H. Electrochemical deoxidation of titanium and its alloy using molten magnesium chloride. Metall. Mater. Trans. B 47, 3394–3404 (2016).
Park, S. H., Lee, S. Y., Lee, D. H., Kang, J. & Sohn, H. S. Production of titanium hydride powder from titanium tetrachloride using magnesium metal in hydrogen gas atmosphere. Mater. Trans. 64, 904–913 (2023).
Outokumpu. HSC Chemistry for Windows, Version 7.11 (Outokumpu Research Oy, 2011).
Ito, M. & Morita, K. The solubility of MgO in molten MgCl2-CaCl2 salt. Mater. Trans. 45, 2712–2718 (2004).
Zhang, Y. et al. Kinetically enhanced metallothermic redox of TiO2 by Mg in molten salt. Chem. Eng. J. 327, 169–182 (2017).
Boghosian, S., Godø, A., Mediaas, H., Ravlo, W. & Østvold, T. Oxide complexes in alkali–alkaline–earth chloride melts. Acta Chem. Scand. 45, 145–157 (1991).
Kang, J. & Okabe, T. H. Removal of iron from titanium ore through selective chlorination using magnesium chloride. Mater. Trans. 54, 1444–1453 (2013).
Kang, J. & Okabe, T. H. Thermodynamic consideration of the removal of iron from titanium ore by selective chlorination. Metall. Mater. Trans. B 45, 1260–1271 (2014).
FactSage 8.2 Software. https://www.factsage.com.
Acknowledgements
The authors are grateful to Dr. Kyung-Hwan Lim, Senior Research Engineer at Hyundai Steel in the Republic of Korea, for his footprint at prior study. The authors also thank Dr. Sang-Hoon Choi for the discussions.
Funding
This work was supported by the Korea Evaluation Institute of Industrial Technology (KEIT) (Project No.: 20010047) and also the Korea Institute of Energy Technology Evaluation and Planning (KETEP) (Project No.: RS-2023-00246095) funded by the Ministry of Trade, Industry & Energy (MOTIE) of the Republic of Korea.
Author information
Authors and Affiliations
Contributions
This paper and the results were written according to the role of the authors. J.K. was responsible for the overall research and preparation of the research article. S.H.P. wrote the main manuscript and conducted the experiments. H.J.J. was also responsible for the experiments. T.H.L. and H.S.S. were responsible for organizing the data and discussion. All authors reviewed the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Park, SH., Jeoung, HJ., Lee, TH. et al. Development of deoxidation process for off-grade titanium sponge using magnesium metal with wire mesh strainer type of crucible. Sci Rep 14, 542 (2024). https://doi.org/10.1038/s41598-023-50765-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-023-50765-2
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.

{kind=link}
{kind=link}