
Abstract
Carbon dioxide (CO2) valorization is a promising pathway for mitigating greenhouse gas emissions from the chemical sector and reducing the reliance of chemical manufacturing on fossil fuel feedstocks. This Perspective discusses tandem catalytic paradigms for sustainable CO2 conversion that have potential advantages over processes using single-functional catalysts. Recent progress is discussed for tandem catalysis using multifunctional catalysts in a single reactor, as well as tandem reactors involving multiple catalysts. Opportunities for further developing these tandem strategies for thermochemical and electrochemical processes in various configurations are presented to encourage research in this burgeoning field.

Similar content being viewed by others

Main
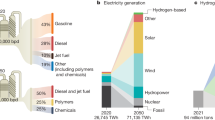
Sustainable CO2 conversion is a promising strategy for both carbon reduction and carbon utilization to mitigate CO2 emissions and limit global warming to 1.5 °C. The reliance on fossil fuel-sourced feedstocks and the large amounts of energy required to generate the high temperatures and pressures at which most industrial-scale chemical reactions occur leave the modern chemical industry responsible for approximately 7% of global greenhouse gas emissions1,2,3. By replacing fossil feedstock with CO2 for the chemical supply chain, commodity chemicals, plastics, fertilizers, polymers and many other important products can be produced with greatly reduced environmental impacts, assuming that there is sufficient renewable energy available to power the reactors. Furthermore, developing catalytic processes that can use clean electricity, either by using electrochemical reactors or electrically powering thermochemical reactors, will allow the chemical industry to embrace renewable electricity to reduce CO2 emissions.
CO2 can be converted into a wide variety of products by reactions with reductants (such as H2, protons and alkanes) in conjunction with external energy inputs, including thermo-, electro-, photo- or plasma-assisted processes, both of which are necessary to overcome the thermodynamic stability of CO2. Simple products (for example, CO and CH4) are facile to obtain using a catalyst containing a single catalytic function; however, longer-chain hydrocarbons, complex molecules and oxygenate molecules (such as olefins, aromatics, alcohols and carboxylic acids) are difficult to produce by direct CO2 conversion owing to the complex reaction pathways involving many different bond scission/formation and electron-transfer steps. Because of this complexity, tandem reaction processes, wherein two or more distinct catalytic cycles are coupled in such a way that the products of one reaction can immediately be used in a subsequent reaction, have recently gained attention as a paradigm for CO2 valorization. Traditionally, tandem catalysis has typically referred to the use of multifunctional catalysts with several different types of active site by virtue of their molecular structures (for example, metal-modified zeolites and core@shell nanoparticles), reactor beds composed of mixtures different catalysts or spatially separated catalyst beds within a single reactor (Fig. 1). There is also a burgeoning field of research focused on coupling two independent reactors sequentially such that the output of one reactor is fed directly into a second reactor4,5,6,7. In this Perspective, ‘tandem catalysis’ refers to the conventional ‘one-pot’ approach of using multifunctional single catalysts or mixtures of multiple catalysts in a single reactor such that the intermediates produced by using the first catalyst are transported to the second catalyst where they further react to form the final products. The term ‘tandem reactors’ refers to a pair of sequentially coupled reactors wherein the products from the first reactor enter a second reactor operating with a different catalyst under different reaction conditions.

The relationship between mixing scale, catalyst compatibility, thermodynamic compatibility of the coupled reactions and control over individual reaction conditions for tandem catalysts and tandem reactors are indicated by the arrows at the bottom of the figure. Multi-site catalysts can encompass a wide range of catalysts, and two common examples are core@shell nanoparticles (top) and metal-modified zeolites that contain distinct Lewis acid sites (LAS) and Brønsted acid sites (BAS) (bottom). In typical thermocatalytic reactors, catalyst mixtures can be employed by physically mixing two catalysts and loading them into a packed bed reactor, whereas in electrocatalytic reactors, these catalysts mixtures are typically employed by depositing the metallic catalysts onto a conductive substrate. A tandem EC–TC reactor pair is used to illustrate tandem reactors; however, we emphasize that this is only one example, and the tandem reactors category encompasses many other orderings and types of reaction. Throughout this paper, orange is used to indicate the first catalytic step and blue is used to represent the second catalytic step.
Tandem processes have several potential benefits: (1) separation and purification of intermediate products can be simplified in many cases, (2) safety risks, financial costs and environmental concerns associated with transporting and storing hazardous feedstocks are minimized, (3) availability of short-lived surface and/or gaseous intermediates that would not exist in disjoint reactors, and (4) a wider range of opportunities for thermodynamically and kinetically coupling unique reaction chemistries to produce complex and value-added products.
When engineering tandem reaction processes, the overall catalytic performance is optimized by adjusting the catalyst proximity to balance catalyst compatibility, proximity between active sites and control over the reaction sequence, as illustrated in Fig. 1. Optimizing the ratio between the individual catalytic functions or catalysts is also critical to prevent a rate imbalance that causes intermediates to accumulate and evolve toward undesired products. Catalysts containing multiple active sites, such as core–shell and zeolite-supported catalysts or nanoscale mixtures of catalysts, are often advantageous because the proximity of the distinct active sites leads to facile transport of intermediates and active species between the multiple types of active site8,9,10. However, two catalysts in such close contact may sometimes lead to interference between the adjacent catalysts or active sites that alters the electronic properties of the catalysts with a negative impact on catalytic performance, leading to compromised catalytic activity, selectivity and stability. Because of this, macroscale granule mixtures or microscale powder mixtures often strike a good balance between proximity and compatibility, but, in cases where the deleterious catalyst interactions are too severe, two spatially separated catalyst beds must be used. This can be achieved either by tandem catalyst beds in a single reactor if the requisite reaction conditions for each catalyst bed are similar or by two separate tandem reactors if the individual reaction conditions are markedly different. Figure 1 illustrates this trade-off for tandem thermocatalytic processes and tandem electrocatalytic processes.
In this Perspective, we discuss the current progress of and opportunities for developing tandem processes to sustainably convert CO2 into value-added, high-demand products. We use examples of tandem catalysis for thermochemical (TC) and electrochemical (EC) reactions, as well as tandem reactors for TC–TC, EC–EC, EC–TC and TC–EC processes, to illustrate the advantages of these tandem processes for CO2 conversion. We also provide guidance on criteria for choosing between the single reactor configuration with a multifunctional catalyst and tandem reactors with multiple catalysts, as well as a brief overview of current progress in and opportunities for tandem catalytic processes for CO2 conversion involving biocatalysis, photocatalysis and plasma-assisted catalysis.
Thermocatalytic tandem processes
Single-reactor tandem catalysis can be implemented to couple an endothermic reaction with an exothermic reaction that consumes the products or intermediates from the former, thus enhancing the equilibrium conversion or reducing the reaction temperature according to Le Chatelier’s principle. The utilization of a multifunctional catalyst or a mixture of multiple catalysts within a single reactor also favors tandem reactions involving short-lived intermediates. However, the distinct thermodynamic characteristics of the individual reactions result in different preferred reaction temperature windows (RTWs) for each reaction, so tandem reactors must be used in cases where the difference in RTWs would result in a positive Gibbs free energy change for the overall process. Tandem reactors also offer opportunities to separately optimize catalyst compositions and reaction conditions within each favorable RTW. As shown in the two examples in Fig. 2 involving the reactions of CO2 and ethane (C2H6), the tandem strategy enables the simultaneous upgrading of two abundant feedstocks, CO2 and C2H6 from large-reserved shale gas, to value-added products. The selection of either the single reactor or the tandem reactors configuration is based primarily on the difference in RTWs for the individual reactions.

In the single reactor strategy (top) Ga/ZSM-5/P first catalyzes the oxidative dehydrogenation of C2H6 with CO2 to produce C2H4, and the C2H4 undergoes subsequent aromatization to form BTEX. In the tandem reactor strategy (bottom) PtSn3/γ-Al2O3 catalyzes the oxidative dehydrogenation in the first reactor at 600 °C, and the resulting mixture of CO, C2H4 and H2 undergoes hydroformylation at 200 °C over an RhCo3/MCM-41 catalyst in the second reactor to produce propanal and propanol. Precise reaction mechanisms, particularly for the oxidative dehydrogenation and aromatization of CO2, are complex, so the given stoichiometries represent the reaction pathways that are most likely to be dominant. T, temperature; P, pressure.
Single reactor with multifunctional catalysts
As shown in the top panel of Fig. 2, BTEX aromatics (benzene, toluene, ethylbenzene and xylene isomers) are produced from tandem reactions of CO2-assisted oxidative dehydrogenation of C2H6 to produce C2H4 and its subsequent aromatization over a multifunctional catalyst of Ga- and P-modified Zeolite Socony Mobil 5 (ZSM-5)11, where the Ga sites were mainly responsible for C–H bond activation of C2H6, ZSM-5 for aromatization of C2H4, and P modification for improving the stability of acid sites. The single reactor configuration was selected because both dehydrogenation and aromatization reactions could occur at a common temperature of 600 °C. In this case, tandem catalytic reactions of CO2 and C2H6 enhanced the equilibrium yield of aromatics by consuming H2 via the reverse water–gas shift reaction (CO2 + H2 → CO + H2O) and improved catalyst stability by inhibiting carbon deposition via the reverse Boudouard reaction (CO2 + C → 2CO).
The single reactor tandem catalysis strategy has also been applied to CO2 hydrogenation to produce olefins, alcohols, carboxylic acids and aromatics. The balance between the thermodynamic compatibility of tandem reactions, catalyst proximity and compatibility of multiple catalysts plays a pivotal role in the catalytic performance. Xu et al. combined CuZnAl and K-CuMgZnFe oxides for CO2 hydrogenation to improve the production of ethanol12; CuZnAl was identified to be active for the reverse water–gas shift reaction to supply CO* for the subsequent CO* insertion reaction toward CHx* to form ethanol over K-CuMgZnFe. Li et al. developed a tandem catalyst composed of the ZnZrO solid solution and ZSM-5 that achieved a high single-pass CO2 conversion and aromatic selectivity13; the tandem reaction proceeded with CO2 → CHxO* over ZnZrO, followed by CHxO* → olefins → aromatics over ZSM-5 that required an intimate contact of active sites for the transfer of CHxO* from ZnZrO to the micropores of ZSM-5. Gao et al. identified that the proximity of the reducible In2O3 and zeolites was crucial in achieving high selectivity for the production of gasoline-range hydrocarbons from CO2 hydrogenation14, which involved the activation of CO2 and H2 by In2O3 to form methanol, followed by C–C coupling inside zeolite pores to produce hydrocarbons.
Tandem reactors
The bottom panel in Fig. 2 shows the application of tandem reactors to convert CO2 and C2H6 to C3 oxygenates (propanal and propanol). Thermodynamically, the direct conversion process is not feasible due to a highly positive Gibbs free energy change for the reaction (ΔG°) over the entire temperature range15,16. The overall process can alternatively be split into two tandem steps: (1) concurrent CO2-assisted oxidative dehydrogenation and dry reforming of C2H6 to produce C2H4, CO and H2 at high temperatures (that is, 600–800 °C) and (2) subsequent hydroformylation reaction to produce C3 oxygenates at low temperatures (that is, 200 °C). Therefore, a tandem reactor configuration was introduced to circumvent the thermodynamic gap between the above two steps by running the reactions at their respective preferred reaction temperatures. Xie et al. utilized the tandem reactor strategy by employing ceria-supported FeNi (FeNi/CeO2) as a reforming and dehydrogenation catalyst in the first reactor and Mobil Composition of Matter No. 41 (MCM-41)-supported RhCo as a hydroformylation catalyst in the second reactor to produce C3 oxygenates16, highlighting the promise of the tandem reactor strategy when the target sequential reactions are thermodynamically mismatched. Regarding the selection between tandem reactions or a tandem reactor, one should consider the thermodynamics of the overall reaction; that is, ΔGoverall° = ΔGRxn-A° + ΔGRxn-B° = (ΔH° − TΔS°)Rxn-A + (ΔH° − TΔS°)Rxn-B, where ΔH0, T and ΔS0 represent the enthalpy change for the reaction, temperature and the entropy change for the reaction, respectively. If ΔGRxn-B° cannot compensate for ΔGRxn-A° to achieve a negative ΔGoverall0 within a reasonable temperature range, conducting the two reactions separately in two reactors at their optimal temperature windows should be preferred.
The tandem reactor paradigm in Fig. 2 can be expanded to encompass a variety of other value-added, multi-carbon liquid products. The effluent from the first reactor comprises a mixture of C2H4, CO, H2 and H2O, in addition to unconverted C2H6 and CO2, offering opportunities for integrating additional reaction chemistries in downstream reactors. For instance, carboxylic acids can be obtained through the exothermic hydrocarboxylation process (that is, C2H4 + CO + H2O → CH3CH2COOH). Despite sharing thermodynamic similarities with hydroformylation, heterogeneous hydrocarboxylation has rarely been demonstrated successfully. Future endeavors should prioritize mechanistic studies of the kinetically relevant step(s) and subsequently develop proof-of-concept catalysts. Another area for using the tandem reactors is in upcycling plastic wastes with CO2 into value-added chemicals. For example, tandem reactors can be employed for the dry (CO2) reforming of waste plastics using a Ni–Co–Al catalyst in the first reactor for plastic pyrolysis, followed by catalytic dry reforming of the pyrolysis gases with CO2 in the second reactor17. More applications of tandem reactors should be explored for the CO2-assisted upgrading of plastics in situations where the individual reactions are thermodynamically unfavorable.
Electrocatalytic tandem processes
Both tandem catalysis and tandem reactors have been explored for the electrocatalytic valorization of CO2. The tandem strategy promotes the production of multi-carbon products, primarily by controlling the production of CO and its subsequent C–C bond formation. As shown in the two examples in Fig. 3, the tandem strategy promotes electrocatalytic activity and selectivity for converting CO2 to the target products. One of the most important criteria for selecting either the single reactor or tandem reactor configuration is based on the difference in the desired pH range for the individual reactions. Another consideration is that the tandem reactor scheme allows the optimization of catalysts and reaction conditions in each electrochemical reactor.

In the single reactor strategy (top) single-atom Ni anchored on nitrogen assembly carbon (Ni-NAC) mixed with Cu nanowires catalyze CO2RR to produce CO, which immediately undergoes further reduction to produce C2H4 at Cu sites. Ni foam is used to catalyze the anodic oxygen reduction reaction (ORR) and 0.5 M KHCO3 is used as the electrolyte. In the tandem reactor strategy (bottom) Ag catalyzes CO2RR to produce CO in the first reactor, with IrO2 as the ORR catalyst and a 1 M KHCO3 electrolyte. CO is subsequently reduced using a Cu catalyst in the second reactor, with NiFeOx as the ORR catalyst and a 1 M KOH electrolyte.
Single reactor with multifunctional catalysts
As with tandem thermocatalysis, there has been considerable progress in developing single reactor tandem electrocatalysis strategies for upgrading CO2 to valuable C2+ products with high selectivity18,19. Copper is the only element identified so far that can efficiently catalyze the CO2 reduction reaction (CO2RR) to C2+ products, and it is widely accepted that this reaction proceeds via the formation of a *CO surface intermediate followed by *CO dimerization to *OC–CO and subsequent reduction to form C2+ products20. Because CO is a key intermediate in the CO2 → C2+ reaction, CO reduction (COR) has been widely studied as a proxy for CO2RR. Several metals have been identified as highly effective electrocatalysts for CO2 → CO conversion. Consequently combining Cu with one of these catalysts can enhance C2+ production by the CO spillover phenomenon, whereby a CO-rich environment inhibits the competing H2 evolution reaction (HER) that would otherwise reduce the selectivity for C2+ products on pure Cu21. Ag and Au are especially attractive options because of their high CO selectivity and immiscibility with Cu, which precludes changes to catalytic properties of either metal due to the formation of bimetallic alloys and maintains local phase separation of the two catalytic functions to enable tandem catalysis22.
Catalyst mixtures have been demonstrated successfully for CO2 conversion to multi-carbon products, and these mixtures almost always consist of Cu mixed with a second CO-producing catalyst. In the simplest demonstrations, these catalysts are mixed together and deposited on a conductive substrate to create an electrode that can produce C2+ products with higher selectivity than pure Cu-based electrodes23,24. Greater spatial separation of catalysts can be achieved by using one metal as a catalytically active and conductive substrate onto which the second metal is deposited25,26,27. Segmented electrodes have also been studied recently as a strategy for achieving greater control over the separation between distinct electrocatalysts. In the simplest example, two catalysts can be deposited adjacent to each other on a conductive substrate to produce a high concentration of CO close to the inlet, which then flows over a C2+-producing catalyst28. Segmenting the electrode in this way increases the residence time of CO within the electrochemical reactor, consequently leading to higher Faradaic efficiencies of C2+ products28,29. Different segmentation patterns have been explored as a way to tune the C2+ product distribution, as well as methods for independently controlling the potential applied to each catalyst within a single reactor, which highlights the importance of transport and device engineering considerations when designing these tandem systems30,31. Hybrid catalysts have also been explored to achieve more intimate contact between two catalysts, and Fig. 3 shows an example of single-atom Ni anchored on nitrogen assembly carbon promoting CO2 → CO conversion, leading to enhanced C2H4 production over the adjacent Cu nanowires32. CO2RR reduction to C2H4 was also demonstrated with up to 55% C2H4 Faradaic efficiency on a core@shell catalyst composed of Cu and Ni-coordinated nitrogen-doped carbon (NiNC)24, which is still notably higher than the approximately 30% Faradaic efficiency that is typical of pure Cu.
Contrary to their widespread adoption in thermocatalytic applications, zeolites and metal–organic frameworks (MOFs) are relatively underexplored in the context of electrocatalysis. Preliminary work has shown that Cu-based MOFs grown on conductive electrodes can be used to catalyze CO2 conversion to CH4 and C2H4 while suppressing CO production33. This demonstrates the viability of using MOFs for electrocatalysis, and more work should be done to elucidate electrocatalytic reaction mechanisms within the MOF framework to develop new multifunctional electrocatalysts for CO2 conversion with tunable product distributions. Moreover, improving the electrical conductivity and electrochemical stability of MOFs is necessary for widespread use of these materials. Zeolites have been demonstrated to have excellent electrochemical stability, so they present a promising avenue for developing multifunctional electrocatalysts and should be investigated alongside MOFs in the context of tandem electrocatalysis15,34,35.
Tandem reactors
Efforts to develop tandem electrocatalytic reactors have focused almost exclusively on electrochemical CO2RR to produce CO followed by electrochemical upgrading of CO to value-added products. The alkaline environment required to achieve high reaction rates for CO2RR results in large amounts of (bi)carbonate production, which has limited CO2RR to <50% selectivity for C2+ products36. CO2RR to CO, however, can be carried out in a non-alkaline environment with >90% CO selectivity on a Ag catalyst, and this electrochemically produced CO can then be reacted in a second electrochemical reactor to produce valuable C2+ products without producing (bi)carbonate37. Because of this, electrochemical COR has emerged as a downstream reaction that logically and easily couples with CO2RR to produce a myriad of products37,38. Coupling CO2RR with COR in this manner also overcomes the selectivity and product complexity issues associated with direct electrochemical CO2RR. For example, as shown in the bottom panel of Fig. 3, the production of acetate using tandem CO2RR and COR reactors has been demonstrated with Cu catalysts under alkaline conditions38,39,40. This tandem approach is also desirable because it allows for the two reactors to be operated at different pH values, thereby enabling more precise control of the product distribution from each reactor.
The tandem reactor strategy also allows more complex chemistries by co-reacting CO with another molecule in the second reactor. For example, electrochemical co-reduction of CO with NH3 can produce acetamide over a Cu catalyst at commercially relevant production rates41. Overall, tandem electrochemical reactor schemes involving CO2RR conversion to CO followed by CO reduction or reaction have shown promise for converting CO2 to more complex products than can be produced by direct CO2RR, and future work should investigate the scalability and durability of these processes. At present, very little has been done to develop tandem electrocatalytic reactors beyond the CO2RR–COR scheme, which should be explored for electrochemically synthesizing chemicals from CO2.
Hybrid tandem processes
In the tandem EC–TC configuration, electrochemical CO2RR products can be subsequently upgraded in a thermochemical reactor. Although CO2RR has been widely studied as a method for sustainable CO2 conversion, it often suffers from low single-pass conversion, low production rates of oxygenated products (for example, methanol and ethanol) and complex products (such as aromatics), and low multi-carbon (C2+) product selectivities20,36. However, using the EC–TC tandem strategy, it is possible to achieve high selectivities for desirable products at more commercially relevant production rates. Many well-understood thermocatalytic reactions are compatible with a mixture of simple CO2RR products (such as CO, H2, C2H4) as input, so the CO2RR product stream can be immediately used as the feed for a thermochemical reactor without any intervening product separation. Thus, this paradigm of tandem EC–TC reactors can overcome the limitations of direct electrochemical CO2 conversion to operate more efficiently and produce molecules that are more complex than can be produced by direct electrocatalytic or thermocatalytic CO2 conversion. Another advantage of utilizing tandem EC–TC is to avoid the energy-intensive separation of liquid products (for example, oxygenates) from the aqueous electrolyte employed in CO2RR.
Tandem EC–TC reactors
The CO product stream from an electrochemical CO2RR reactor can be used as a feed for thermocatalytic processes42. Suppressing H2 production is often viewed as a desirable trait for CO2RR electrocatalysts, but co-production of CO and H2 results in a product stream of synthesis gas (syngas), which is a feedstock for many thermochemical processes, including methanol synthesis and the Fischer–Tropsch process for long-chain liquid hydrocarbon synthesis42,43. CO and H2 can be co-produced in an electrochemical CO2RR reactor using many catalysts and optimizing the CO:H2 ratio for the downstream thermochemical reactor allows for CO2 to be converted into valuable products with high conversion and selectivities.
For example, BTEX aromatics are used to manufacture a wide range of products, including paints, adhesives and pharmaceuticals, but these molecules are too complex to be produced directly by any electrochemical processes explored so far. Using the tandem strategy, electrochemical CO2RR with a Cu catalyst can be coupled with thermochemical C2H4 aromatization over zeolite catalysts to produce BTEX11,44,45. In the tandem EC–TC reaction scheme, as depicted in Fig. 4 (top), CO2 is electrochemically reduced to produce C2H4, which is fed to thermochemical reactor to produce a mixture of BTEX. This tandem EC–TC paradigm has also been demonstrated for producing C3 oxygenates46 and butane47. In all three cases, the ultimate products are very difficult to produce directly from CO2 in a single electrochemical or thermochemical reactor, so coupling EC–TC reactors in this way opens previously inaccessible pathways for direct CO2 conversion to complex products. There are also opportunities for coupling CO2RR with organic synthesis methods to directly produce complex polymers48. When engineering tandem EC–TC processes, the relative contributions of the competing CO2RR and HER must be carefully tuned such that the product ratio from the electrochemical reactor is suitable for the subsequent thermochemical reactions toward the target products.

Top: tandem EC–TC reactor scheme for CO2 conversion. In the first reactor, Cu catalyzes electrochemical CO2 reduction to produce C2H4, which undergoes thermochemical aromatization over Ga/ZSM-5/P to produce benzene in the second reactor. Bottom: tandem TC–EC reactor scheme for CO2 conversion. Ni/γ-Al2O3 catalyzes thermochemical dry reforming of CH4 with CO2 to produce CO, which is subsequently reduced using a Ag–Cu electrocatalyst in the second reactor to produce n-propanol.
Tandem TC–EC reactors
To the best of our knowledge, there has been no demonstration so far of a tandem reactor scheme wherein an electrochemical reactor is implemented downstream of a thermochemical reactor; however, there are noteworthy opportunities for coupling tandem TC–EC for CO2 conversion. Dry reforming of CH4 is an attractive route for syngas production because it simultaneously reduces both CH4 and CO2 emissions49,50. Although this process is usually discussed in the context as means of generating feedstocks for existing thermochemical reactions, it stands to reason that thermochemical dry reforming of CH4 can be implemented upstream of a CO electrolyzer in a TC–EC tandem reactor system to produce specialty chemicals using renewable electricity.
Outlook
As demonstrated in the examples discussed above, tandem reaction schemes for CO2 valorization provide advantages in catalytic activity and selectivity. Figure 5 summarizes strategies involving TC–TC, EC–EC and TC–EC, using either one-pot tandem catalysis or sequentially coupled tandem reactors, to enable CO2 conversion into many products. Such tandem processes can potentially offer opportunities to convert CO2 into value-added products that cannot be conventionally achieved.

A gradient directly from orange to blue represents tandem reactions within a single reactor, whereas orange and blue regions separated by a gray region represent tandem reactors. a, Tandem thermocatalytic reactors and reactions. b, Tandem electrocatalytic reactors and reactions. c, Tandem EC–TC reactors. d, Plasma-assisted thermocatalytic reactions. e, Tandem EC–biocatalytic reactors.
However, more research efforts are needed to take advantage of tandem processes. Understanding the effects of by-products and unreacted CO2 from the first reaction for tandem catalysis, or from the first reactor for tandem reactors, on the overall catalytic performance is crucial. Mechanistic studies that include these potentially undesired molecules will be needed to develop catalysts that are stable under these mixed-feed conditions. Understanding the interplay and coordination of multiple catalytic active sites, either in the single reactor or the tandem reactor configuration, will require density functional theory calculations in conjunction with in situ catalyst characterization. Developing a thorough understanding of the fundamental principles of catalysis in the context of these tandem systems will be required to advance this underexplored field.
To ensure fair comparisons between tandem processes, it is essential to report performance data and reaction conditions using standardized and consistent metrics. This includes reporting selectivity and yield based on total consumption, and reporting product formation based on total CO2 conversion. Factors such as productivity based on catalyst or metal weight, as well as turnover frequency based on number of active sites, alongside stability evaluation at the same space velocity and/or the same number of active sites, should also be reported. In addition, any inert species used as a carrier gas or diluent should be clearly stated to better assess the practical performance when the reaction is scaled to a commercially relevant process. By adhering to these uniform metrics, researchers can enhance transparency, maintain consistency and facilitate comparability in tandem process studies, leading to a more reliable understanding of their potential advantages over individual processes.
A thorough analysis of tandem processes in terms of CO2 footprint and energy cost can help reveal the potential for enhancing both environmental and economic benefits compared with the conventional individual processes. The interconnected nature of tandem processes streamlines synthesis, with the main, side or waste products of one process becoming valuable inputs for another, enhancing overall atom economy and promoting sustainability. In evaluating the economic considerations and scale-up potential of tandem versus individual processes across various product classes, a balance must be achieved between the cost of an additional reactor and the advantages of independently optimizing reaction conditions. Although the initial investment in tandem processes may be higher, the ability to fine-tune each reaction step can greatly improve reaction rates and selectivity. Simple calculations such as cost per unit of product or raw material usage should provide valuable insights into the practical viability of tandem processes. In addition, the evaluation of scale-up potential depends on more comprehensive factors such as catalyst performance, ease of integration and operation, heat- and mass-transfer efficiency, raw material availability and cost, economic analysis, market value, waste management, and compliance with safety regulations. It is also necessary to perform energy cost and CO2 footprint analyses to ensure that tandem processes can reduce net CO2 emissions, such as analyses conducted for CO2 conversion to methanol5 and to C3 oxygenates4 that used commercial processes as a benchmark.
The effect of implementing a separation step between two tandem reactors should also be considered when analyzing the effectiveness of a tandem process. If water and CO2 lead to deactivation of a thermocatalyst, using a water trap and a scrubber, respectively, between the two reactors can be beneficial. When separation units are required, the energy requirements, costs and environmental impacts of these separation units should be carefully considered to fully understand how the tandem process compares with the conventional reactors.
Among the tandem processes shown in Fig. 5, the EC–TC strategy is not well explored and can lead to products that cannot be achieved by direct TC or EC processes. Coupling electrochemical CO2 reduction with subsequent thermochemical upgrading in this way leverages decades of research in thermocatalysis and enables the production of chemicals that are too complex to be produced via electrochemical processes alone. The modularity of this tandem reaction framework also allows for reactors to be combined and upgraded as needed to meet the demands of the chemical industry and evolve alongside advances in sustainable catalysis. There are many opportunities for tandem EC–TC reactors that have yet to be demonstrated. For example, the CO2RR → syngas → complex products pathway represents a powerful paradigm for CO2 valorization. The well-understood TC reactions of Fischer–Tropsch, methanol synthesis, methanol-to-olefins and methanol-to-aromatics reactions, among others, are very well-characterized reactions that can be potentially coupled with electrochemical CO2 conversion to syngas. In a recent work, tandem EC–TC reactors were demonstrated for the production of solid carbon nanofibers by electrochemical CO2RR to produce syngas followed by thermochemical fixation of CO into carbon nanofibers51. This process represents a new pathway for long-term sequestration of CO2 into useful solid materials and enables carbon storage for longer durations than can be achieved by converting CO2 into typical commodity chemicals or fuels. Matching the reactor temperatures of the EC–TC scheme as closely as possible should improve overall energy efficiency. To this end, high-temperature electrochemical cells have the potential to be integrated with thermochemical reactors and bridge the temperature gap. CO, for example, can be produced at high temperatures in a solid oxide electrolysis cell (SOEC)52,53. Although these devices are more complex and require more energy, SOECs exhibit higher CO2 conversion, higher CO production rates and selectivity, and longer lifetimes than low-temperature devices52,53. SOECs can also operate at similar temperatures to the thermochemical reactor. If high-temperature electrochemical reactors are used, H2 can be produced either in situ with CO or ex situ in a steam electrolyzer to create a syngas stream for input into the thermochemical reactor54. SOECs are a mature technology owing to decades of research on high-temperature electrochemical device components for solid oxide fuel cells, so these devices are potentially well poised for rapid scale-up and deployment for EC–TC tandem processes52,53.
This Perspective focuses on single reactor tandem catalysis and tandem reactors for CO2 conversion by thermocatalysis and electrocatalysis, but there are other notable opportunities for developing tandem processes. For example, tandem catalysis strategies employing photocatalysis as the initial CO2 activation step are also beginning to show promise. Photoreduction of CO2 can be coupled with organic synthesis within a single reactor by using an organic substrate to convert CO2 into complex organic molecules55. Photocatalytic CO2 reduction to CO can also be coupled with a downstream CO upgrading reaction, and this tandem reactor configuration has been demonstrated for carbonylation reactions56. Tandem photochemical–thermochemical reactors have also been demonstrated for the simultaneous upgrading of H2O and CO2 to produce CH4 (ref. 57). These initial demonstrations have been promising; however, photocatalysis is a more nascent field of study relative to thermocatalysis and electrocatalysis, and studying photocatalysis in the context of these tandem reaction systems presents an exciting new and underexplored pathway for sustainable CO2 conversion.
Tandem electrocatalytic–biocatalytic processes have been investigated, including as CO2RR to produce acetate followed by biocatalytic acetate fermentation58. Carbon-neutral or carbon-negative acetate can be selectively produced by various means59,60, including CO electroreduction61. Acetate fermentation has been explored for the production of a wide variety of bio-based chemicals62,63,64, but the toxicity of acetate to many species of bacteria limits these processes63. Electrochemical CO2 reduction to produce syngas has been coupled with fermentation of the mixture of CO, H2 and unreacted CO2 to produce hexanol and butanol65,66. Bioelectrochemical systems, which involve the transfer of electrons directly to certain species of bacteria, represent another emerging area that combines electrocatalysis and biocatalysis in a single reactor67.
Plasma catalysis has garnered recent interest for CO2 valorization4,68, and plasma technologies are well suited to integration with renewable energy because of the short start-up and shut-down times69. Plasma-assisted thermocatalysis has been demonstrated successfully for the production of C3 oxygenates70 and formaldehyde71; however, these processes are limited by low selectivities. The tandem processes combining plasma with electrocatalysis should also be explored for CO2 conversion, although more investigations will be needed to understand how the plasma-produced energetic species diffuse toward the electrodes in aqueous electrolytes.
Further work should be done to understand the best use cases for each technique discussed in this section, as well as to investigate how these different categories of catalytic processes can be effectively coupled with each other to sustainably convert CO2 into value-added products that cannot be efficiently produced by a single conventional catalytic method.
References
Technology Roadmap—Energy and GHG Reductions in the Chemical Industry via Catalytic Processes (IEA, 2013); https://www.iea.org/reports/technology-roadmap-energy-and-ghg-reductions-in-the-chemical-industry-via-catalytic-processes
The Future of Petrochemicals (IEA, 2018); https://www.iea.org/reports/the-future-of-petrochemicals
Ritchie, H., Roser, M. & Rosado, P. CO2 and greenhouse gas emissions. Our World In Data https://ourworldindata.org/co2-and-greenhouse-gas-emissions (2020).
Biswas, A. N., Winter, L. R., Xie, Z. & Chen, J. G. Utilizing CO2 as a reactant for C3 oxygenate production via tandem reactions. JACS Au 3, 293–305 (2023).
Tackett, B. M., Gomez, E. & Chen, J. G. Net reduction of CO2 via its thermocatalytic and electrocatalytic transformation reactions in standard and hybrid processes. Nat. Catal. 2, 381–386 (2019).
Overa, S., Feric, T. G., Park, A.-H. A. & Jiao, F. Tandem and hybrid processes for carbon dioxide utilization. Joule 5, 8–13 (2021).
Zheng, W. et al. Designs of tandem catalysts and cascade catalytic systems for CO2 upgrading. Angew. Chem. Int. Ed. 62, e202307283 (2023).
Gioria, E. et al. Rational design of tandem catalysts using a core–shell structure approach. Nanoscale Adv. 3, 3454–3459 (2021).
Jin, K. et al. Conversion of CO2 to gasoline over tandem Fe/C and HZSM-5 catalysts. Sustain. Energy Fuels 7, 1265–1272 (2023).
Xie, C. et al. Tandem catalysis for CO2 hydrogenation to C2–C4 hydrocarbons. Nano Lett. 17, 3798–3802 (2017).
Gomez, E., Nie, X., Lee, J. H., Xie, Z. & Chen, J. G. Tandem reactions of CO2 reduction and ethane aromatization. J. Am. Chem. Soc. 141, 17771–17782 (2019).
Xu, D., Yang, H., Hong, X., Liu, G. & Edman Tsang, S. C. Tandem catalysis of direct CO2 hydrogenation to higher alcohols. ACS Catal. 11, 8978–8984 (2021).
Li, Z. et al. Highly selective conversion of carbon dioxide to aromatics over tandem catalysts. Joule 3, 570–583 (2019).
Gao, P. et al. Direct conversion of CO2 into liquid fuels with high selectivity over a bifunctional catalyst. Nat. Chem. 9, 1019–1024 (2017).
Wei, X., Li, Y., Hua, Z., Chen, L. & Shi, J. One-pot synthesized nickel-doped hierarchically porous beta zeolite for enhanced methanol electrocatalytic oxidation activity. ChemCatChem 12, 6285–6290 (2020).
Xie, Z. et al. Reactions of CO2 and ethane enable CO bond insertion for production of C3 oxygenates. Nat. Commun. 11, 1887 (2020).
Saad, J. M. & Williams, P. T. Pyrolysis-catalytic-dry reforming of waste plastics and mixed waste plastics for syngas production. Energy Fuels 30, 3198–3204 (2016).
Iyengar, P., Kolb, M. J., Pankhurst, J., Calle-Vallejo, F. & Buonsanti, R. Theory-guided enhancement of CO2 reduction to ethanol on Ag–Cu tandem catalysts via particle-size effects. ACS Catal. 11, 13330–13336 (2021).
Xiong, W. et al. Morphology and composition dependence of multicomponent Cu-based nanoreactor for tandem electrocatalysis CO2 reduction. Appl. Catal. B 314, 121498 (2022).
Nitopi, S. et al. Progress and perspectives of electrochemical CO2 reduction on copper in aqueous electrolyte. Chem. Rev. 119, 7610–7672 (2019).
Ren, D., Ang, B. S.-H. & Yeo, B. S. Tuning the selectivity of carbon dioxide electroreduction toward ethanol on oxide-derived CuxZn catalysts. ACS Catal. 6, 8239–8247 (2016).
Lee, C. W. et al. Defining a materials database for the design of copper binary alloy catalysts for electrochemical CO2 conversion. Adv. Mater. 30, 1704717 (2018).
Chen, C. et al. Cu–Ag tandem catalysts for high-rate CO2 electrolysis toward multicarbons. Joule 4, 1688–1699 (2020).
Lin, Y.-R. et al. Vapor-fed electrolyzers for carbon dioxide reduction using tandem electrocatalysts: cuprous oxide coupled with nickel-coordinated nitrogen-doped carbon. Adv. Funct. Mater. 32, 2113252 (2022).
Guzmán, H. et al. CO2 conversion to alcohols over Cu/ZnO catalysts: prospective synergies between electrocatalytic and thermocatalytic routes. ACS Appl. Mater. Interfaces 14, 517–530 (2022).
Morales-Guio, C. G. et al. Improved CO2 reduction activity towards C2+ alcohols on a tandem gold on copper electrocatalyst. Nat. Catal. 1, 764–771 (2018).
Akter, T., Pan, H. & Barile, C. J. Tandem electrocatalytic CO2 reduction inside a membrane with enhanced selectivity for ethylene. J. Phys. Chem. C 126, 10045–10052 (2022).
Zhang, T. et al. Highly selective and productive reduction of carbon dioxide to multicarbon products via in situ CO management using segmented tandem electrodes. Nat. Catal. 5, 202–211 (2022).
Cao, B., Li, F.-Z. & Gu, J. Designing Cu-based tandem catalysts for CO2 electroreduction based on mass transport of CO intermediate. ACS Catal. https://doi.org/10.1021/acscatal.2c02579 (2022).
Lum, Y. & Ager, J. W. Sequential catalysis controls selectivity in electrochemical CO2 reduction on Cu. Energy Environ. Sci. 11, 2935–2944 (2018).
Zhang, T., Li, Z., Ummireddi, A. K. & Wu, J. Navigating CO utilization in tandem electrocatalysis of CO2. Trends Chem. 5, 252–266 (2023).
Yin, Z. et al. Hybrid catalyst coupling single-atom Ni and nanoscale Cu for efficient CO2 electroreduction to ethylene. J. Am. Chem. Soc. 144, 20931–20938 (2022).
De Luna, P. et al. Metal–organic framework thin films on high-curvature nanostructures toward tandem electrocatalysis. ACS Appl. Mater. Interfaces 10, 31225–31232 (2018).
Cheng, N., Ren, L., Xu, X., Du, Y. & Dou, S. X. Recent development of zeolitic imidazolate frameworks (ZIFs) derived porous carbon based materials as electrocatalysts. Adv. Energy Mater. 8, 1801257 (2018).
Vasić, M. et al. Efficient hydrogen evolution electrocatalysis in alkaline medium using Pd-modified zeolite X. Electrochim. Acta 259, 882–892 (2018).
Jeng, E. & Jiao, F. Investigation of CO2 single-pass conversion in a flow electrolyzer. React. Chem. Eng. 5, 1768–1775 (2020).
Jouny, M., Hutchings, G. S. & Jiao, F. Carbon monoxide electroreduction as an emerging platform for carbon utilization. Nat. Catal. 2, 1062–1070 (2019).
Wang, X. et al. Efficient electrosynthesis of n-propanol from carbon monoxide using a Ag–Ru–Cu catalyst. Nat. Energy 7, 170–176 (2022).
Wang, X. et al. Efficient upgrading of CO to C3fuel using asymmetric C–C coupling active sites. Nat. Commun. 10, 5186 (2019).
Hann, E. C. et al. A hybrid inorganic–biological artificial photosynthesis system for energy-efficient food production. Nat. Food 3, 461–471 (2022).
Jouny, M. et al. Formation of carbon–nitrogen bonds in carbon monoxide electrolysis. Nat. Chem. 11, 846–851 (2019).
Garg, S., Biswas, A. N. & Chen, J. G. Opportunities for CO2 upgrading to C3 oxygenates using tandem electrocatalytic-thermocatalytic processes. Carbon Future 1, 9200002 (2023).
Tackett, B. M., Lee, J. H. & Chen, J. G. Electrochemical conversion of CO2 to syngas with palladium-based electrocatalysts. Acc. Chem. Res. 53, 1535–1544 (2020).
Uslamin, E. A. et al. Aromatization of ethylene over zeolite-based catalysts. Catal. Sci. Technol. 10, 2774–2785 (2020).
Bonnin, A. et al. Mechanisms of aromatization of dilute ethylene on HZSM-5 and on Zn/HZSM-5 catalysts. Appl. Catal. Gen. 611, 117974 (2021).
Biswas, A. N. et al. Tandem electrocatalytic–thermocatalytic reaction scheme for CO2 conversion to C3 oxygenates. ACS Energy Lett. 7, 2904–2910 (2022).
Lee, M. G. et al. Selective synthesis of butane from carbon monoxide using cascade electrolysis and thermocatalysis at ambient conditions. Nat. Catal. https://doi.org/10.1038/s41929-023-00937-0 (2023).
Ponsard, L. et al. Coupling electrocatalytic CO2 reduction with thermocatalysis enables the formation of a lactone monomer. ChemSusChem 14, 2198–2204 (2021).
Li, Z. et al. Recent advances in process and catalyst for CO2 reforming of methane. Renew. Sustain. Energy Rev. 134, 110312 (2020).
Pham, T. T. P. et al. Microwave-assisted dry reforming of methane for syngas production: a review. Environ. Chem. Lett. 18, 1987–2019 (2020).
Xie, Z. et al. CO2 fixation into carbon nanofibres using electrochemical–thermochemical tandem catalysis. Nat. Catal. https://doi.org/10.1038/s41929-023-01085-1 (2024).
Küngas, R. Electrochemical CO2 reduction for CO production: comparison of low- and high-temperature electrolysis technologies. J. Electrochem. Soc. 167, 044508 (2020).
Song, Y. et al. High-temperature CO2 electrolysis in solid oxide electrolysis cells: developments, challenges, and prospects. Adv. Mater. 31, 1902033 (2019).
Wang, Y., Liu, T., Lei, L. & Chen, F. High temperature solid oxide H2O/CO2 co-electrolysis for syngas production. Fuel Process. Technol. 161, 248–258 (2017).
Yuan, L., Qi, M.-Y., Tang, Z.-R. & Xu, Y.-J. Coupling strategy for CO2 valorization integrated with organic synthesis by heterogeneous photocatalysis. Angew. Chem. Int. Ed. 60, 21150–21172 (2021).
Xia, Y.-S. et al. Tandem utilization of CO2 photoreduction products for the carbonylation of aryl iodides. Nat. Commun. 13, 2964 (2022).
Zhang, L. et al. Direct coupling of thermo- and photocatalysis for conversion of CO2–H2O into fuels. ChemSusChem 10, 4709–4714 (2017).
Crandall, B. S., Overa, S., Shin, H. & Jiao, F. Turning carbon dioxide into sustainable food and chemicals: how electrosynthesized acetate is paving the way for fermentation innovation. Acc. Chem. Res. 56, 1505–1516 (2023).
Martín-Espejo, J. L., Gandara-Loe, J., Odriozola, J. A., Reina, T. R. & Pastor-Pérez, L. Sustainable routes for acetic acid production: traditional processes vs a low-carbon, biogas-based strategy. Sci. Total Environ. 840, 156663 (2022).
Budsberg, E., Morales-Vera, R., Crawford, J. T., Bura, R. & Gustafson, R. Production routes to bio-acetic acid: life cycle assessment. Biotechnol. Biofuels 13, 154 (2020).
Ji, Y. et al. Selective CO-to-acetate electroreduction via intermediate adsorption tuning on ordered Cu–Pd sites. Nat. Catal. 5, 251–258 (2022).
Kutscha, R. & Pflügl, S. Microbial upgrading of acetate into value-added products—examining microbial diversity, bioenergetic constraints and metabolic engineering approaches. Int. J. Mol. Sci. 21, 8777 (2020).
Sun, S., Ding, Y., Liu, M., Xian, M. & Zhao, G. Comparison of glucose, acetate and ethanol as carbon resource for production of poly(3-hydroxybutyrate) and other acetyl-CoA derivatives. Front. Bioeng. Biotechnol. 8, 833 (2020).
Gong, G. et al. Metabolic engineering using acetate as a promising building block for the production of bio‐based chemicals. Eng. Microbiol. 2, 100036 (2022).
Haas, T., Krause, R., Weber, R., Demler, M. & Schmid, G. Technical photosynthesis involving CO2 electrolysis and fermentation. Nat. Catal. 1, 32–39 (2018).
Luc, W., Jouny, M., Rosen, J. & Jiao, F. Carbon dioxide splitting using an electro-thermochemical hybrid looping strategy. Energy Environ. Sci. 11, 2928–2934 (2018).
Bajracharya, S. et al. Biotransformation of carbon dioxide in bioelectrochemical systems: state of the art and future prospects. J. Power Sources 356, 256–273 (2017).
Liu, S., Winter, L. R. & Chen, J. G. Review of plasma-assisted catalysis for selective generation of oxygenates from CO2 and CH4. ACS Catal. 10, 2855–2871 (2020).
Bogaerts, A. & Neyts, E. C. Plasma technology: an emerging technology for energy storage. ACS Energy Lett. 3, 1013–1027 (2018).
Biswas, A. N. et al. Oxygenate production from plasma-activated reaction of CO2 and ethane. ACS Energy Lett. 7, 236–241 (2022).
Gómez-Ramírez, A., Rico, V. J., Cotrino, J., González-Elipe, A. R. & Lambert, R. M. Low temperature production of formaldehyde from carbon dioxide and ethane by plasma-assisted catalysis in a ferroelectrically moderated dielectric barrier discharge reactor. ACS Catal. 4, 402–408 (2014).
Acknowledgements
We acknowledge support by the US Department of Energy, Office of Basic Energy Sciences, Catalysis Science Program (grant no. DE-FG02-13ER16381 and contract no. DE-SC0012704). S.G. acknowledges support by the National Science Foundation Graduate Research Fellowship under grant no. DGE-2036197.
Author information
Authors and Affiliations
Contributions
S.G., Z.X. and J.G.C. conceived the concept of this paper. All authors participated in writing the paper. J.G.C. and Z.X. supervised the project.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Peer review
Peer review information
Nature Chemical Engineering thanks Yizhi Xiang and the other, anonymous, reviewer(s) for their contribution to the peer review of this work.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Garg, S., Xie, Z. & Chen, J.G. Tandem reactors and reactions for CO2 conversion. Nat Chem Eng 1, 139–148 (2024). https://doi.org/10.1038/s44286-023-00020-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1038/s44286-023-00020-2
